We would like to take this opportunity to wish everyone a Happy Christmas and a Healthy and Prosperous 2026 from all the Team at OSIL.
Our office will close for Christmas from Wednesday 24th December and reopen on Monday 4th January 2026.
We would like to take this opportunity to wish everyone a Happy Christmas and a Healthy and Prosperous 2026 from all the Team at OSIL.
Our office will close for Christmas from Wednesday 24th December and reopen on Monday 4th January 2026.
We would like to take this opportunity to wish everyone a Happy Christmas and a Healthy and Prosperous 2024 from all the Team at OSIL.
Our office will close for Christmas from Friday 22nd December and reopen on Wednesday 3rd January 2024.
We would like to take this opportunity to wish everyone a Happy Christmas and a Healthy and Prosperous 2023 from all the Team at OSIL.
Our offices will be closed on Friday 15th and Monday 18th April 2022 for the Easter Holidays. We will reopen at 9am on Tuesday 19th April. Enjoy the long weekend and Happy Easter.
Wishing you all a Merry Christmas & a Happy New Year.
We will close for Christmas on Friday 24th December and reopen on 4th January, 2022.

Today’s odour control systems are engineered intricately to maximise removal rates from high air flows with efficient, compact designs.
System failures are primarily caused by engineering and design issues and odour control systems’ incorrect sizing and specification.
This article will explore the top five reasons for odour control system failures.
When odour control decisions are based on guesswork, this often results in incorrectly specified odour control systems. No two sites are the same, so past experiences and best practices are no guarantee of success.
When odour control systems are specified, decisions must be made based on data, samples, and research. We need to understand the nature of odours, including their type, offensiveness, frequency and intensity.
Working with an odour control expert like OSIL is crucial to collecting the correct data and specifying and designing the right solutions.
In multi-stage treatment systems, upstream and downstream odour control processes cleanse the air for the following process. The order and configuration of these processes are essential to maximising performance and uptime.
For example, in a multi-stage treatment system consisting of a biofilter and a wet scrubber, the wet scrubber should come first to remove inorganic contaminants that would damage the microorganisms in the biofilter. Dry media is generally a final polishing stage or an initial polishing stage with a venturi scrubber to remove dust.
Limescale build-up is a common problem in wet scrubbers. It decreases performance, reduces operational capacity and breaks machines when the build-up is thick. Unfortunately, limescale build-up is not preventable, but it is manageable.
Cleaning is easy; all you do is run a biodegradable cleaning agent through the system following a set number of cycles. Using water softeners during cycles will reduce limescale build-up, helping the cleaning agent do its job.
Biological odour control systems are self-contained and self-sufficient. The lead cause of failures in biological systems is incorrect microbiology – we need an environment where microorganisms can survive and thrive.
When designing biological systems, we partner with leading academia covering key microbiological aspects: selecting and cultivating tailored bacteria and specialist seeding and population health monitoring.
A worst-case scenario for a poorly designed biomass is a complete failure, i.e. the microorganisms don’t survive. This can happen because the air flowing through the filter is toxic to the microorganisms, or the organic compounds are not assimilated, so the microorganisms starve and wither away.
Odour control systems need scheduled service and maintenance cycles to prevent reactive maintenance and reduce costs and disruption.
A lack of maintenance, such as failing to clean and lubricate parts and not replacing filters at recommended intervals, invites problems. Without maintenance, odour control systems will be less efficient and could suffer breakdowns.
Here are a few examples of maintenance:
Speak to one of our odour control experts today to find out more about how we help keep odour control systems working at their best.

Whether we’re talking about chemical storage tanks, lagoons of slurry or food manufacturing, we design every odour control system to achieve a measured removal rate in ouE/m3. Additionally, every odour control system has a flow rate measured in m3/hr, which lets us calculate the system’s treatment capacity.
This article will explore these odour control measurements so you can estimate the odour unit capacity and removal rates of your systems.
Odour control systems process a maximum airflow volume measured in m3/hr (cubic meters per hour). We estimate m3/hr requirements based on the operational capacity of the plant/site.
Another unit of measurement is ouE/m3 (One European Odour Unit per hour), which is the number of odorants evaporated into one cubic metre of gas. ouE/m3 sets the target for the odour removal efficiency, defining outlet concentration.
Simply, m3/hr is how many cubic metres of air the odour control unit will process in an hour. A higher m3/hr means it has a higher capacity.
However, a higher capacity is not always desirable, especially in smaller systems, because a higher capacity means a more extensive, more complex system, which increases cost. Thus, finding a balance between capacity and size is crucial.
A standard odour control unit has a capacity of 50 m3/hr to 1,000 m3/hr, which sounds like a lot. Still, it is nothing relatively speaking – OSIL’s CCU (Containerised Carbon Unit) treats 6,000 m3/hr to 45,000m3 /hr with a stackable design.
The ability of an odour control system to treat airflow volumes depends on four key factors:
• System size
• Adsorbent selection
• Adsorptive capacity
• Process conditions – temperature, chemical constituents, moisture
There is more to satisfying a required m3/hr than pumping lots of air through an extensive system; the odour control system needs to treat the air effectively and achieve a desired ouE/m3 (odour concentration).
Simply, ouE/M3 is how we measure odour control unit capacity. It is an objective measure of odour concentration (the amount of odour).
All odour control systems take contaminated air gas and treat it mechanically, chemically, or biologically. ouE/M3 can be measured before and after treatment to determine the efficiency of odour removal.
OSIL and most other odour control experts use ouE/m3 because it is the European standardised method of conducting olfactometry. It accurately tells us the concentration of odours, so we can measure removal rates and efficacy.
In odour monitoring and olfactometry, ouE/m3 measurements are usually described with the following notation:
C98, 1-hour = x ouE/m3 w
• x: Limit concentration in ouE
•1-hour: the average time the concentration is calculated
• 98: the percentile that is used to derive concentration value
This notation is used in odour monitoring to define odour concentrations, allowing us to measure tiny concentrations. This is helpful when designing mitigation measures and fine-tuning the performance of odour control systems.
Want to find out more about odour control solutions? Contact us today and speak with one of our experts. Just call +44 (0)1543 506855.
Find out everything you need to know about waste water odour control.
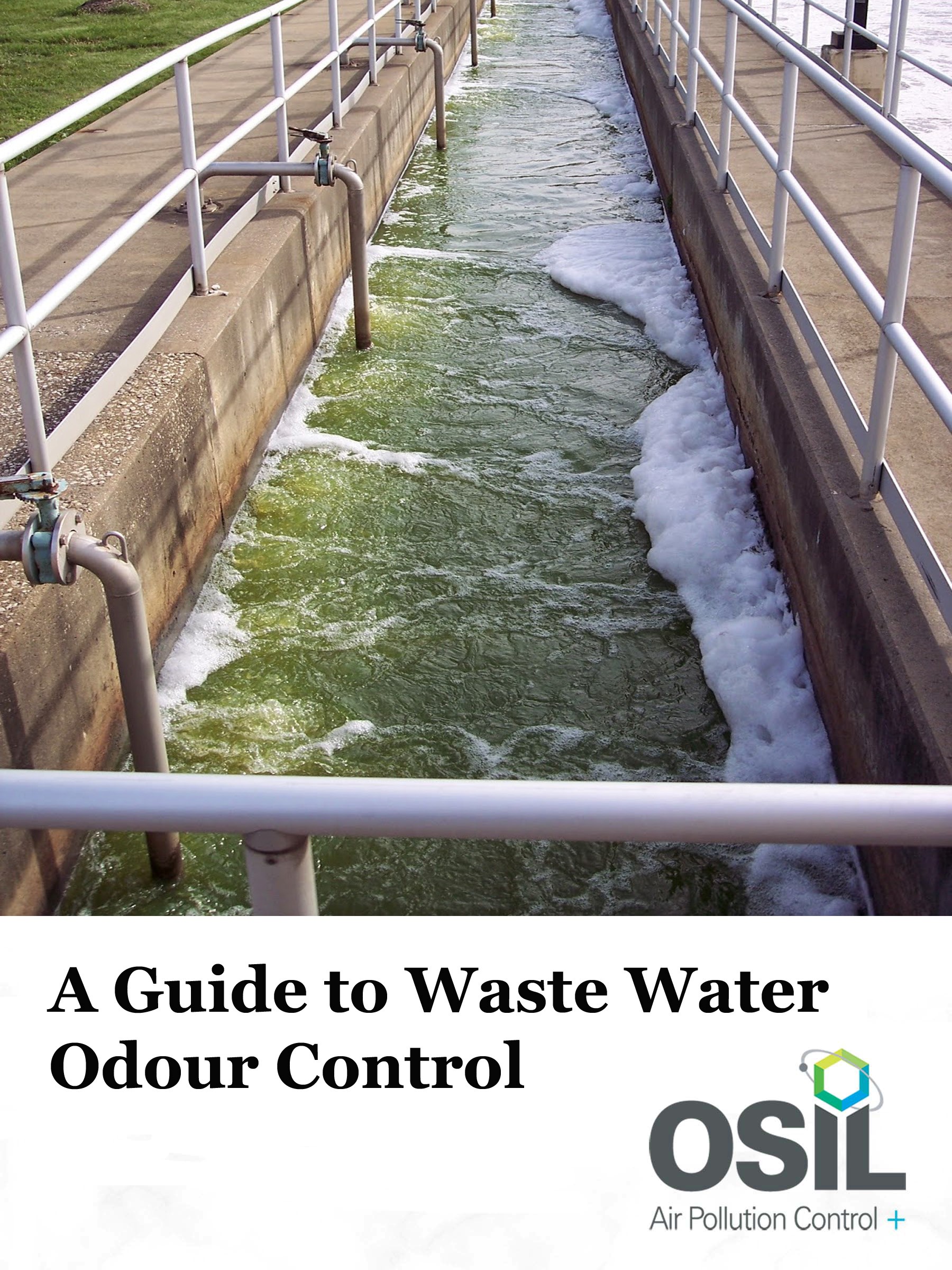
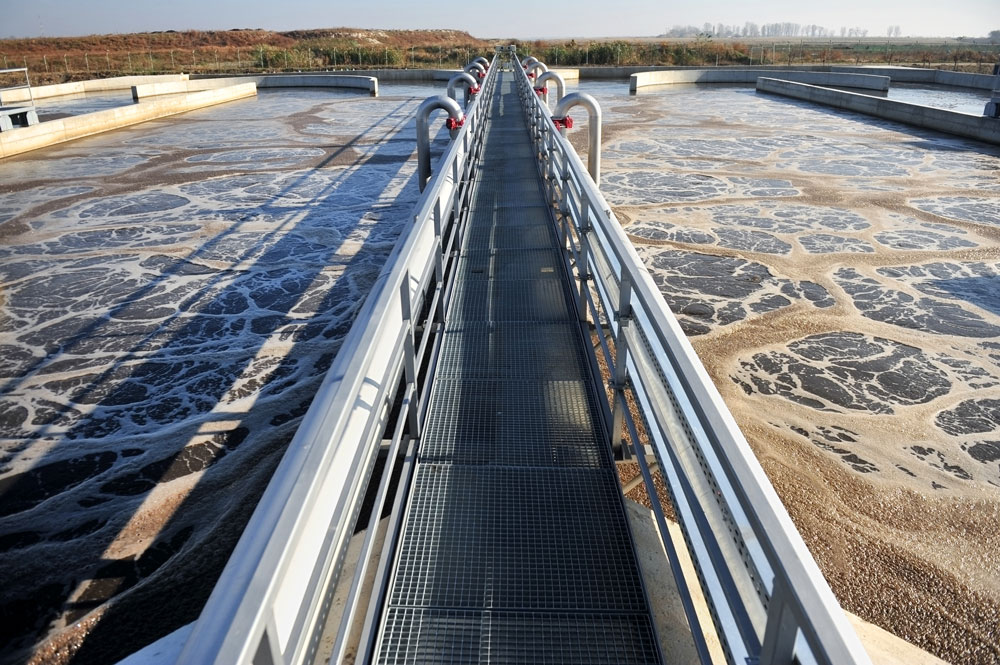
Wastewater treatment plants are treating more wastewater than ever, and processing volumes are growing each year.
As processing volumes grow, treatment works get upgraded or extended, and odour controls should follow suit. However, it is common for a gap to form between wastewater treatment and odour control, creating inefficiencies in the odour removal process.
If your odour control process is not working at its optimal performance, your treatment plant will produce nuisance odours and possibly generate complaints
which could result in legal action.
Odour complaints are a serious matter!
Stricter environmental controls and increased processing volumes mean the encroachment of odours on residential areas is a now severe concern.
Unfortunately, nuisance odours like Hydrogen Sulphide (H2S) generate public complaints because they can impact on people’s lives in the area.
A loss of reputation and souring relationships with residents and other local businesses is possible, not to mention fines from the local council, who can serve an abatement notice if your treatment plant does not address complaints effectively.
There is a need for an integrated approach to odour control on wastewater treatment plants to make the processing of odour efficient by design.
What does an integrated approach mean? It means reviewing the odour source, taking the appropriate samples, determining the characterisation, carry out impact assessments, and control techniques to design a totally integrated solution.
The minimisation and abatement of unpleasant odours is a significant challenge for wastewater treatment plants. By taking an integrated approach, you can make sure your odour control process
meets your requirements completely.

Odour monitoring and sampling are crucial for the detection and measuring of essential odour-generating compounds in wastewater treatment emissions.
By collecting this data, we can size and specify odour control solutions that are not only fit for purpose but designed to maximise removal rates.
A simple example is using on-site data loggers to measure the odours produced by different holding tanks. For more complex odours, we might use Gas Chromatography-Mass Spectrometry (GC/MS), which tells us the gas’s molecular components
Odour control technologies are systems that physically, chemically, or biologically remove odorous compounds from gaseous air streams.
The right technology depends on how odours are formed in the wastewater treatment process, the source of the odours and their characterisation. These factors also determine the size of the system and the number of treatment stages.
Because wastewater treatment plants produce a complex range of odorous compounds, they sometimes require multiple treatment stages.
For example, odours might pass through a wet scrubber to remove acidic compounds, then a biofilter to remove biodegradable compounds and then a carbon filter as a final polishing stage before venting to the atmosphere.
OdaCompact is an elegant solution with a centralised odour control system offering a two-stage odour control system in a single tower. It combines LavaRok biofiltration with CuCarb Dry Media filters – the biofilter scrubs organic odours while the carbon filter neutralises VOCs and chlorinated compounds, producing a cleansed air stream.
Are your wastewater odour control systems working to their optimum? Contact us today to arrange a site survey and for helpful advice from our experts.
To choose the right odour control technology, first, we need to identify the types of odour you produce and the concentration of the odours.
Many processes produce predictable odorous compounds as by-products, like hydrogen sulphide and ammonia. However, we still need to figure out the makeup of the compounds to choose the right odour control solution.
For existing processes, we use odour monitoring, a scientific process that detects and collects data about odours such as concentration and type.
The following data sets are useful:
Techniques for acquiring data include olfactometry, which requires physical sampling and analysis in a lab, instrumental odour monitoring systems (electronic noses that collect data and send it to a control centre) and the human nose using trained experts.
Odour sampling and analysis is taken further by Gas Chromatography-Mass Spectrometry (GC/MS), which tells us the gas components at a molecular level. GC/MS is crucial when odours are complex and not easily identifiable.

For pre-build processes, odour control should be built into the process to integrate the technology and solution fully.
When specifying odour control systems for new processes, we consider the types and concentrations of odours that are predicted to be produced, air and flow rate, available site space, maintenance requirements and treatment location.
We know what technologies work for odours through experience and fieldwork, not to mention the vast scientific research over the years. Your build will have specifications, so we’ll specify technologies that meet your demands.
Once we know more about the odours you produce, we can look at specifying technologies that will deal with them. Here are a few available technologies:
Sometimes, the right technology setup depends on the floorplan of the site, with site space also a factor in sizing and specifying odour control systems.
Localised odour control includes several smaller odour control systems located close to the emission source, eliminating complex pipes and ductwork.
Centralised odour control includes ductwork to move contaminated air into a central, large odour control system, which can be located externally.
For multi-stage treatments, we can also combine localised and centralised odour control. In this setup, localised systems might scrub non-organic odorous compounds to prepare the air gas stream for final polishing in a larger biological system.
Speak to one of our odour control experts today to find out more about how we size and specify the right odour control solutions for our customers.

Odour control systems require regular service and maintenance to prevent equipment failures and assure system performance.
Service and maintenance are crucial parts of an odour control system’s life cycle because they manage wear and maximise lifespan.
It’s important to note that all odour control systems, biological or chemical, have specific needs that can only be managed with service and maintenance, so their uptime and performance depend on S&M.
With chemical scrubbers, a build-up of limescale (calcium carbonate) can block and damage the system. Water softeners must be used to manage limescale, with pipes and components (including tanks) cleaned extensively during maintenance.
With dry media filters (activated carbon and impregnated carbon, oxidising alumina media, and hybrid, multi-media filters), old media needs replacing with new media when spent, so routine maintenance is necessary to assure performance.
With biological scrubbers (both biotrickling and biofilter types), the microbiology of the biomass can get knocked out of whack if the biofilter isn’t managed. Microorganisms in the filter need to be fed the right odorous substances to survive, so changes inlet stream can directly affect removal efficiency and biomass health.
When an odour control system uses a variety of technologies/processes to remove different odorous compounds in a cycle, we have to consider the system as a single unit, where the performance of one technology affects the other.
For example, a wet scrubber might remove inorganic compounds from the contaminated air streams to prepare them for biofiltration, which will remove organic, biodegradable compounds. Dry media can then be used as a final polishing stage.
Consider these odour control systems like links in a chain. Service and maintenance keep each link in optimal condition, so the systems function as one. If one fails, the whole cycle is broken, causing costly downtime.
Another important reason for service and maintenance in odour control is reducing total carbon emissions from odour control processes.
Inefficiencies brought about by a lack of maintenance, like failing to clean and lubricate parts and not replacing filters at recommended intervals, can significantly increase emissions from operations. Systems could use more power, or you might have breakdowns that create an increase in emissions.
We recommend monthly checks for all odour control systems. During a monthly health check, a visual inspection of the plant and associated equipment will be performed, and physical tests will be conducted to measure and monitor performance.
Here are a few examples of maintenance:
Preventive maintenance is necessary to prevent larger problems, and it is cheaper than repairing damaged equipment. Every business should have a service and maintenance plan, and we can help if you need one.

OSIL offers a full range of service and maintenance packages to suit all requirements and budgets. Gold, Silver & Bronze packages are available, and we service and maintain our systems and equipment from other supplies.
Feel free to call us on (0) 1543 506855 for a chat about how we can help you.
Find out everything you need to know about industrial air pollution control and how OSIL’s DGC technology provides a solution for CO2 removal.

Petrol and fuel refineries produce a variety of odorous compounds including sulphides, mercaptans and hydrocarbon compounds.
These refinery odours can seep into the atmosphere and cause nuisance complaints, damaging the refinery’s reputation.
Inevitably, completely getting rid of petrol and fuel refinery odours isn’t possible – like all odours, we can only control and manage them.
Thankfully, petrol and fuel refinery odours can be efficiently dealt with using modern filtration systems that remove, absorb and adsorb odorous compounds.
Such systems need to be properly sized and specified for the application, but first, it is necessary to analyse odours and monitor them so that we can evaluate odour problems and devise accurate, efficient and effective solutions.
Odour monitoring involves using sensors to monitor the sources of odours so we can evaluate the extent and types of odour produced. Armed with this information, we can at least offer basic advice on appropriate solutions.
Olfactometry is an in-depth, lab-based odour analysis that detects and measures key odour-generating compounds. It measures the concentration of odours with an odour number that determines the strength of the odour.
GC-MS combines gas chromatography (which tells us the various components of an odour) with mass spectrometry (which tells us the mass-to-charge ratio of one or more molecules present in a sample), giving us an odour breakdown.
To get rid of odours at petrol and fuel refineries, we can use a variety of odour control systems in either single or multi-stage treatment processes:
High-quality ‘passives’ offer effective hydrogen sulphide and VOC removal. Oil and chemical storage tanks, vents and containers are prime applications.
Our passive filters have a disposable/refillable filter, and the carbon media can be tweaked to remove different odours. For example, impregnated carbon can be used to remove NH3 (ammonia) with high efficacy.

OSIL’s activated carbon dry scrubbers offer effective hydrogen sulphide, VOC and ammonia removal at high flow rates. Dry scrubbers are a good solution for petrol and fuel refineries that produce significant volumes of organic odours.
Our dry scrubbers can operate as a single standalone unit or as a polishing unit downstream of biological or chemical treatment systems.

Wet scrubbers remove contaminants from air gas streams with a liquid absorbent (water with chemical additives). Our ChemKlean® Scrubbing System can be utilised for inlet works and exhaust gases for petrol and fuel production processes.
Wet scrubbing is often paired with a biological treatment, or the OdaCompact® system, a space-saving system that combines LavaRok® biofiltration dry media.

Biotrickling filters and biofilters are two types of biological system that use a biomass to remove organic compounds from air gas streams.
Our systems use LavaRok® for the media bed. The big benefit of LavaRok® biofiltration for refinery odour control is it produces no contaminated sludge as a by-product, so it significantly reduces waste.

Providing odorous compounds are biodegradable, biological systems will treat large volumes of air with excellent efficiency.
Biological treatments can be used in refineries to remove odours from gas flaring systems, bitumen production and septic water areas.
If your refinery is looking into odour control solutions, contact us today for a chat about how we can help you meet your goals.
Refineries have their work cut out to control odours and reduce noxious, unpleasant emissions, but with good strategy and advice from experts, it’s possible to abate odours while minimising waste and energy usage.
The following odour management guidance for refineries provides an introduction to odour management. For personalised advice, please contact us.
In the United Kingdom, the following legislation applies to odour control:
Before embarking on any odour control investment and upgrades, you must review the legislation that places obligations on your refinery.
It’s important to note that while existing regulatory frameworks for controlling and managing odour issues exist, they are not specific to refineries.
An Odour Management Strategy (OMS) will define your refinery’s direction and goals for odour control. It will describe what you want to achieve, for whom, and what you need to do to achieve those goals with a division of responsibilities.
Your odour management strategy should consult several experts, including an odour control specialist, to determine what is achievable.
An Odour Management Plan (OMS) is created from the odour management strategy. It will outline the procedures for reducing odours and the impacts associated with emissions from sources, so they can be mitigated effectively.
An odour management plant has four core parts:
To deal with odours effectively, refineries must understand the odours they produce to empower their odour management policy.
An odour impact assessment should be performed to measure odour levels and create a clear picture of the odours produced.
Odour impact assessments can use various quantitative and semi-quantitative techniques, including sniff surveys, sensor and data loggers, chemical concentration measurement and olfactometry with results measured in a lab.
Olfactometry analysis is used to quantify the concentration of odours with an odour number that determines the
strength of the odour.

Odour control systems in refineries include:
If your refinery is looking into odour control solutions, contact us today for a chat about how we can help you meet your goals.
Odour control is an ongoing requirement for industrial oil refineries. Unavoidably, oil refineries produce strong nuisance odours from handling, storing and processing oils, as well as manufacturing fuels, greases and lubricants.
Refining crude oil down into its various components releases sulphides, mercaptans and hydrocarbon compounds. Oil refineries also have to contend with odours from combustion, gas flaring systems and contaminated wastewater.
These odours are unpleasant and also noxious, so they must be controlled to minimise their impact on the environment.
Thankfully, odour control in oil refineries is made possible with correctly sized and specified odour control solutions. This article will run through the key technologies, so you can figure out the next steps in your odour management strategy.

Biofiltration is an effective single-stage and multi-stage treatment with adsorption and absorption for organic odours. It has a high efficiency for odorous substances and produces no contaminated waste (sludge) for disposal.
Our LavaRok® biofiltration systems use pumice stone as the support material on which the micro-organisms grow and establish a viable biomass. Pumice is an alternative to woodchip and shells with a lifespan of around 25 years.
With LavaRok®, there is no secondary air pollution, so no CO2 or NOx is produced. The only requirement is a power supply.
For multi-stage treatment in tight spaces, we recommend the OdaCompact® system, a space-saving system that combines LavaRok® biofiltration with CuCarb dry media filters to remove organic contaminants and VOCs in one system.
When oil and chemical tanks are filled and drained, odorous air is released. Passive filters effectively remove organic odorous compounds from air with a removal efficiency rate over 99% with the right media and density.
The most common medias are activated carbon and impregnated carbon with the removal efficiency determined by the media’s surface area.
Passive filters are commonly used to filter the following contaminants:
With passive filters on oil storage tanks, vent gases can be purified and released directly into the atmosphere. The treatment process is discrete and automated, with air treated as it flows through the filter with no manual intervention.

Wet scrubbing is the mass transfer of soluble gases to a solvent in a chamber. The contaminated air gas stream is injected through the chamber, and soluble contaminants are absorbed by the liquid and dissolved.
Wet scrubbing is highly effective for scrubbing highly soluble compounds like SO2, ammonia, H2S and VOCs. The downside to wet scrubbing is it produces waste effluent, and chemicals may be needed to remove certain contaminants.
Because it’s simple and robust, wet scrubbing is the most common odour control system used in refineries today. The removal efficiency can be as high as 99%, dependent on stack design, compound solubility and gas concentration.
We can recommend solutions and size and specify the right odour control systems for your refinery. Contact us today for a chat.
Find out everything you need to know about Carbon Capture. Carbon capture and storage (CCS) is the process of capturing and storing carbon dioxide (CO2) before it is released into the atmosphere. The DGC technology can capture >99% of CO2.
An odour impact assessment is a survey assessment that provides a qualitative analysis of the impacts of odours within a local vicinity.
Odour impact assessments are a critical part of odour control policy because they provide unique information on the impact of industrial and commercial activities, enabling operators to take action by resolving identified problems.
Some industrial and waste activities also operate under an Environmental Permit, which requires ongoing assessment for odour management.
The following legislation controls odours in the UK:
Your organisation may fall under one or more of these legislations.
There are five steps in an odour impact assessment:
We will consult with you on the nature of your operations, the extent and types of odour you produce, and the odour control systems, technologies and processes you use in your industrial or commercial operation.
Once the basic details of your site and odour control policy are ascertained, we will visit your site and plan the assessment. We will look at your site design, space and odour control systems and design the assessment based on these.
An odour impact assessment can use various scientific techniques, including sniff surveys, dispersion modelling and olfactometry, which measures odour levels with sampling and analysis. With these three techniques, we will establish if you have any problems and what can be done to resolve them effectively.
Sampling involves using specialised equipment to take odour samples which are then analysed in a lab – this is a critical part of odour impact assessments because it is the only way to ascertain the measure the following data sets:
Our technicians will take samples in line with environmental and health and safety guidelines.
Testing of the samples takes place in accredited laboratories following UK-EU standards for testing. The most common type of testing is olfactometry, which provides an odour number that objectively determines the strength of the odour.
By understanding the intensity, offensiveness, duration and frequency of odours, we can ascertain the impact on local environments from leakage and what control measures need to be in place for sound odour management.
An odour impact assessment will also measure your systems and vents for odours with onsite data loggers, with results provided in real-time to our technicians.
OSIL’s experience in sampling and testing means we can interpret laboratory test results, advise you on outcomes, and provide recommendations.
It’s important to note that all modelling exercises monitor approximate how odours will behave in the environment. The value in modelling comes from our expertise, like the nature of odours and how they behave at ground level.
Odour impact assessments are necessary to fulfil your odour pollution obligations and to ensure any odour removal solutions are appropriately specified. Contact us today for a chat about how we can help you.

Odour control system performance testing involves physical and automated tests of odour control systems to find problems and assure performance.
Performance tests are conducted following the installation, upgrade and repair of odour control systems to certify performance, design and capabilities. Periodic tests can also be performed to track system degradation.
Performance tests are used to evaluate the behaviour of odour control systems in real conditions. The behaviour of the system is measured and analysed, giving us a picture of its performance, efficiency and technical capabilities.
Odour control system performance testing helps us:
Flow and load surveys measure the flow and load of odour control systems to certify installations and identify works that are failing. Tests are designed to accommodate all flow velocities and test maximum system input/output.
The purpose of these tests is to measure the flow and load of odours into the system, so the system’s efficiency can be measured.
System performance evaluations are used to measure treatment efficiencies and recommend improvements that could yield better results. The performance evaluation will include a test of the system and the final product.
Another critical aspect of performance evaluation is identifying problems. Test results are compared to previous results or manufacturer baselines to identify performance problems, perhaps related to the quality of the treated gas.
Running tests are automated tests performed while the odour control system is running to measure emissions, energy use, and machine performance. Software collects data, which is fed back to central control and stored in the cloud.
Running tests are important to monitor system performance and assure operational efficiency. Data from tests is stored for analysis. Some of the newest odour control systems have smart features built-in, simplifying the process.
Another kind of performance test involves a review of your technology and a comparison with alternative technologies available. Odour control systems become obsolete every few years, so there are significant opportunities available.
Sector-specific advice could include recommendations for odour control policy based on legislation, upgrades to equipment, new installations that would transform the efficiency of your operation, and how to invest with an asset-light strategy.
As an independent operator, OSIL offers unbiased odour control advice with comprehensive services, including system design and build, system refurbishment and upgrades, service and maintenance, air pollution control and testing.
We have extensive experience across all sectors, particularly in the water, waste and recycling sectors, as well as the food and beverage and process industries. This experience means we can deliver unique value to your business.
To find out more about odour control systems and performance testing, contact us today to have a chat with one of our lead engineers.

With organic waste levels increasing in line with a growing population, organic waste facilities have their work cut out to meet capacity.
Investment in in-vessel composting facilities, including containers, silos, agitated bays and enclosed halls has soared. Still, an often unspoken aspect of organic waste treatment – odour control – has seen soaring investment too.
Organic waste facilities produce various odorous gases because of the decomposition of different types of organic waste, emitting organic gases, aromatics, nitrogenous compounds and S-compounds like hydrogen sulphide (H2S).
Due to increasing volumes of organic waste, organic treatment facilities need increasingly large and efficient odour management systems, which can be as simple as passive filters or tube vents or as complex as multi-stage treatments.
Here’s a run-down of the main technologies used in organic waste facilities:

The most prevalent and effective odour control technology for organic waste facilities is biofiltration. Biofiltration systems are low-maintenance, use no chemicals, and produce no sludge, helping to reduce waste further.
In a biofiltration system, microorganisms feed on odorous compounds in air gas streams, assimilating them into the biomass. The microbial action can degrade biodegradable contaminants into CO2, H2O, mineral salts and organic compounds (food for the biomass).
OSIL biofiltration systems use LavaRok®, a modern substitute for woodchip and shells in biofiltration units. LavaRok® is made from pumice stone, which has a 25-year lifespan and promotes a healthy, diverse ecosystem.
Biofiltration systems are used as a primary treatment technology in organic waste facilities because they effectively treat all organic odours.
OdaCompact® is a two-stage treatment tower combining biofiltration with CuCarb® Dry Media filters, such as activated carbon filters.
We specify OdaCompact® when a space-saving design is required, and a two-stage treatment is desirable. Each dry media filter is tailored to treat specified odours, with H2S, organic sulphides, ammonia, amines, and VOCs treatable.
Dry media is a good match for biofiltration because it polishes the process, capturing odours the biomass can’t, perhaps because of capacity.
Dry media filters work through adsorption, a process that sees atoms, ions and molecules from targeted gases adhere to the media, producing scrubbed air. The filter media need replacing when spent to maintain the efficiency of the system.
Passive / tube vent filters are the simplest odour control technology, typically specified for containers, holding tanks and pump sumps under positive pressure to adsorb gases.
A passive filter is designed into a system called a passive odour control unit , a self-contained system. .
Passives are effective at removing hydrogen sulphide and other S-compounds from air gas streams. They use activated carbon in granular or pellet form, which is easily replaced using the refillable filter mounted at the top of the unit.
Passive filters are mostly used in wastewater treatment works, however, organic waste facilities also use them to treat gases from containers, silos and agitated bays. Passives are mostly used as a final polishing stage for treated gases.
We can recommend, size and specify the right odour control solutions for your organic waste facilities. Contact us today for a chat.
Find out everything you need to know about Industrial Odour Control Solutions. Odours are a by-product of many industrial processes, including wastewater treatment, incineration, crude oil refinement, chemical processing and food production. These odours become a problem when they cause a nuisance. This can lead to complaints and attract attention from councils who can serve an abatement notice.

Service and maintenance is all about making sure things work properly, but there’s a lot more to it than simply scheduling appointments.
Companies that are serious about their air pollution, ventilation and odour control systems need an optimised service and maintenance strategy.
What is a service and maintenance strategy? It’s a strategy that defines your system’s operational requirements and how these requirements can be met with service and maintenance. It is not a static strategy, but an adaptive strategy that changes when you identify improvements and new requirements.
Some companies will buy engineered equipment, put routine service and maintenance dates into their calendar and forget about it. This is a missed opportunity to optimise service and maintenance to achieve real business benefits.
Optimised service and maintenance strategies do away with “tick and flick” style routine maintenance. The risk of “tick and flick” maintenance is not identifying future problems and inspecting hardware at only a minimum level.
Rather than promote bare minimum maintenance, more intensive checks can be deployed to catch problems and reduce the need for future, costlier repairs. Consider structuring your maintenance strategy to work at a higher level.
By structuring and scheduling your service and maintenance, you’ll be able to plan uptime and downtime perfectly. This is beneficial for your business and customers. You can reduce unplanned maintenance by 90% with a good strategy.
Some companies are reluctant to take equipment out of service for maintenance. This can end in disaster. What is the point of putting off service and maintenance for a week, if doing so could put the equipment out of action for two weeks?
Without maintenance, you risk even longer downtime and more expensive repairs when something fails. Optimising your service and maintenance strategy to recognise this so your operation is focused on uptime will be a smart decision.
An optimised service and maintenance strategy will allocate your budget to the right places. You will significantly reduce unplanned maintenance. The cost to maintain equipment will be less because maintenance will be a properly planned routine, not reactive.
The “leave it and forget it” approach to air pollution, ventilation and odour control systems only works when you ignore the fact that technology moves on. These systems get more efficient and better at their jobs with each generation.
An optimised service and maintenance strategy recognises these advancements in technology and deploys them whenever suitable. Engineers should look for opportunities to make systems more energy-efficient and cleaner.
Experts have a way of keeping knowledge in their heads, and when they leave, that knowledge goes with them. With an optimised strategy, your engineers will play a lead role in developing maintenance guidelines and best practices for your systems.
Sometimes, hardware failures cause panic, leading to reactive work that tries to solve problems that don’t exist. The problem here is spending money on unnecessary work and engineers wasting their time doing pointless work.
With an optimised service and maintenance strategy, you will take a deeper look at your systems, hardware, and monitoring practices. You will specify the hardware that is a cause for concern and ensure all non-issues remain non-issues.
Want to find out more about service and maintenance strategy?
Call us today on +44 (0) 1543 506855 to speak with one of our experts.
Clean Air Day UK is upon us! What better time to build awareness of air pollution?
Every year in the UK, 36,000 deaths are linked to air pollution. Studies have linked air pollution to cardiovascular diseases and lung cancer. There is even evidence from the World Health Organization linking it to Alzheimer’s disease and dementia.
So, air pollution is bad news for our health. The good news is there are ways we can all tackle air pollution, like riding a bike instead of driving, being more energy efficient, and using fewer products manufactured using fossil fuels.
However, if we are to tackle the bulk of air pollution, the industrial and commercial sectors have a significant role to play too. This is where we come in.
What if we could scrub CO2 and other gases like H2S from air gas streams?
Our Downflow Gas Contactor (DGC) Technology does just that. DGC technology has been validated for carbon capture and CO2 removal from gaseous streams. The gas utilisation of this technology reaches as high as 100%!
What does this mean? It means that DGC technology is highly effective at removing CO2 from air gas streams. Any air gas stream that needs to be emitted can be treated to remove a significant volume of CO2. This leads to less air pollution.
Downflow Gas Contactors separate CO2 and H2S from air gas streams. These gases are captured in an energy efficient way so they can be re-used in other processes or stored so they are isolated from the environment forever.

DGC technology consumes less power than alternative technologies and it has the advantage of enabling small and large scale carbon capture. This technology is scalable to deal with any air flow and systems stay affordable.
‘Clean air’ is air that has been treated so that it resembles normal air as much as possible. If your industrial or commercial operation produces gaseous streams packed with CO2 and/or H2S, our Downflow Gas Contactor will treat them efficiently.
We can also assist if your city is suffering from high CO2 pollution from vehicles, once again our DGC Technology can help.
Clean air is important for us and our planet. #cleanairday is a great movement helping to reduce air pollution and spread awareness.
OSIL is doing its part to reduce air pollution with innovative air pollution scrubbing technologies such as the DGC technology covered here.
OSIL can advise and assist on an Asset Light Approach for cost neutrality. Let’s celebrate #cleanairday by creating an efficient air pollution solution for your area together.
We are using more renewable energy in our power grid than ever before, with wind, sunlight and hydro making up 42% of the UK’s electricity in 2020. This is a great step in reducing carbon emissions across all industries, but we cannot decarbonise our economy fully without capturing the carbon dioxide (CO2) produced by industry.
To get to net-zero carbon (where the amount of greenhouse gas produced, and the amount removed from the atmosphere, is the same) we need carbon capture.
This will require efficient scrubbing of CO2 from gaseous streams. Today, many organisations do not scrub CO2 from flue gases, or they utilise treatment methods in a variety of processes that are not efficient at CO2 capture.
The best technology for CO2 removal from gaseous streams is the Downflow Gas Contactor (DGC) which can remove CO2 with >99% efficiency.
Our patented DGC technology delivers 100% gas utilisation with a small footprint and no internal moving parts. Our DGC reactor uses ABSOLV solvent, a proprietary water-based solvent that is regenerated and recycled.
The reason our technology is so useful for carbon capture is the high efficiency of gas absorption. Yet, despite capturing >99% of CO2, OSIL reactors are simple, compact and easy to fabricate, making them suitable for all facilities.
The main benefits of OSIL’s technology include:

Compared to stirred tank reactors and complex multi-stage packed bed bubble columns, DGC technology is cheaper, more efficient and significantly more effective. It can also be used across a wider range of applications.
A Downflow Gas Contactor reactor acts as a gas contactor for mass transfer of gases to liquid, separating CO2 from gaseous streams.
Put simply, the way this works is a gas and liquid absorbent are simultaneously jetted through a special entry nozzle. This causes extreme turbulence and mixing which creates a gas-liquid bubble dispersion with high gas hold-up. The scrubbed gases transfer to the liquid as it mixes, achieving >99% CO2 capture rates.
This is an alternative technology to stirred tank reactors and complex multi-stage packed bed bubble columns. The advantage DGC technology has over these is it is downflow rather than up-flow. This solves several problems:
DGC reactors are the most efficient gas-liquid contacting devices for industrial processes, and they have a wide range of applications across multiple industries.
A DGC reactor consists of a cylinder upper and an inverted conical lower section when treating pure gases. A gas and liquid stream is introduced at the top through a specially designed injector entry (SDI). The high velocity of the liquid creates intense turbulence and energy, producing an agitated dispersion with a high interfacial area.
The small operating volume of the DCG together with the high interfacial area and extreme turbulence caused by the incoming jet liquid induces mixing and mass transfer of gases (CO2) to liquid. This forms a gas-liquid bubble dispersion. This expands down the column where larger bubbles rise again and are broken up again.
Our DGC systems use ABSOLV solvent, a water-based solvent that can capture both CO2 and H2S from biogas and any other air gas streams.
DGC technology will play an essential future role in decarbonisation through carbon capture. If we are to achieve net-zero carbon, then we need to tackle carbon emissions at the source. DGC technology enables this with outstanding efficiency.
Here’s a rundown of the main applications for DGC technology:
Let’s take a closer look at the two primary applications for Downflow Gas Contactors (carbon capture, biogas upgrading):
The CO2 capture efficiency of DGC technology has been validated and is of significant interest to the energy market and industrial firms.
Conventional scrubbers are much larger than DGC reactors with significantly higher CAPEX costs. The gas utilisation of scrubbers/packed towers also only reaches as high as 65%, while OSIL’s DGC technology achieves 100% – a significant improvement.
A DGC can be operated at low or high pressures and ambient temperature, so there are no special operating requirements, simplifying its operation.
OSIL’s Downflow Gas Contactor technology captures >99% CO2 from gaseous streams including flue gases. This allows a significant portion of carbon to be captured from industrial processes, such as manufacturing, water treatment and energy generation, and it does this with low disruptive power consumption.
OSIL’s Downflow Gas Contactor technology uses ABSOLV which can capture and separate both CO2 and H2S from biogas in a single stage.
This ‘single stage’ is an important differentiation from other technologies which remove CO2 and H2S sequentially i.e. as part of a multi-stage treatment process.
DGC technology consumes less power than alternative technologies and also has the advantage of enabling small and large scale carbon capture. It’s effective even for a small plant of 5 m3/hr and it can be scaled cost-effectively. Recovery of absorbed CO2 is possible and ABSOLV can be recycled to reduce material waste.
Our systems improve the quality of biogas and enhance the calorific value. The low CAPEX and OPEX costs result in significant savings versus other treatments.
Carbon capture with Downflow Gas Contactors is necessary if our economy is to achieve net-zero carbon. Something has to be done about the CO2 from industrial processes and DGC reactors offer an ideal solution today.
Importantly, Downflow Gas Contactors enable post-combustion capture of CO2 in an economically feasible manner. The technology uses less energy than other systems and it achieves capture rates of >99%. It can also scrub oxygen, carbon dioxide and ammonia from water, so it can be used to refine water treatment processes.
Captured CO2 can be stored indefinitely to isolate it from the atmosphere, or it can be used in industry. Use cases for captured CO2 include manufacturing synthetic fuels, plastics, polymers, fertilisers and building materials. It can also be used directly in carbonated drinks, enhanced oil recovery and agricultural processes.
OSIL can advise towards an Asset Light Approach with Downflow Gas Contactors to maximise your CAPEX budget. You can also benefit from our expert advice for CO2 removal so that your efforts achieve the best possible results.
Net-zero carbon is achievable for most industrial companies. Downflow Gas Contactor technology is suitable for capturing and separating CO2 and H2S from gaseous streams. Our systems are highly efficient, scalable and low-power.
Download our Carbon Capture Leaflet here
For more information, call us on 01543 506855 or email sales@osiltd.com.
When not controlled adequately, industrial emissions cause significant air pollution, and odorous compounds in these emissions can lead to community complaints and abatement notices from your local council. This makes odour control a key consideration for industrial emission treatment, no matter the scale of the operation.
These compounds are a by-product of industrial processes like wastewater treatment, chemical processing, food manufacturing and animal rendering.
To control odours, odorous components must be separated from exhaust gases so that emissions can eventually be exhausted out into the atmosphere without causing an odour nuisance. This requires dedicated odour control treatment.
The most efficient odour control treatment for industrial emissions is a gas scrubber, also known as a wet scrubber or chemical scrubber.
This technology separates odorous compounds out of air gas streams using a liquid absorbent. Wet scrubbers are ideal for removing a wide range of pollutants from air gas streams. They require no operator intervention and have no working parts. They offer up to 99% removal efficiencies in most applications.
Here are some typical applications:
A wet scrubber brings a contaminated air gas stream into contact with a liquid absorbent (water with special chemical additives). The air gas stream moves through the chamber where the liquid is misted or finely sprayed through the gas. The odorous compounds in the gas are dissolved into the liquid absorbent.
The treated air then flows out of the scrubber where it can be vented, stored, or undergo secondary treatment downstream with a dry filter or carbon absorber. This is a multi-stage treatment, most often used to target lead (Pb) and/or dioxin and furans (D/F), which may be present in your industrial emissions.
The removal efficiency of a wet scrubber can be as high as 99%. Removal efficiencies are dependent upon stack design, compound solubility and gas concentration.
Our wet scrubbers have no moving parts and require little or no operator intervention, making them ideal for large-scale industrial emissions treatment. They are ‘self-contained’ systems designed to be easy to use and maintain.
Our wet scrubbers can be used as a single primary treatment or as part of a multi-stage treatment process. We provided an example of this above using a dry media filter or carbon absorber downstream.
Want to find out more about how you can use OSIL wet scrubbers for industrial emission treatment? Contact us now and speak to one of our experts. Just call +44 (0) 1543 506855 or email info@osiltd.com and we’ll get back to you.

Odour monitoring is a scientific process that aims to detect and collect data about problem odours such as intensity and type. It is crucial in industrial and commercial odour control for a variety of reasons. Here are the 9 main reasons:
Odour monitoring will form a crucial part of your odour management plan. With it, we can answer questions like which processes are performing well, where you might need to act, and how to reduce odour emissions to a fraction of their size.
Odour monitoring is necessary to detect and measure odours so that we can make odour management decisions based on data, not guesswork. Without this data, everything would be a guess, leading to poorly specified equipment.
It’s only possible to size and specify the correct odour control solutions once we know what types of odour we are dealing with. Odour monitoring is a necessary first step to determine what odour controls need to be put in place.
It isn’t uncommon for businesses to invest in odour control equipment that isn’t precisely what they need. This is due to a lack of data. Odour monitoring provides precise odour data, so that correct investment decisions can be made.
The successful abatement of industrial odours is necessary if businesses are to comply with regulations and avoid odour complaints. Real-time odour monitoring enables businesses to keep tabs on odours so that inefficiencies are logged.
Continuous odour monitoring utilises sensors (electronic noses) that can detect odour leaks with configurable tolerances and feed this data to a control centre. If there is an accidental odour release, the system will provide an alert.
If you don’t act fast in the event of an odour problem, you could generate complaints and that small issue could get worse. With continuous odour monitoring, you can consistently detect odour control problems and act immediately.
Real-time odour monitoring helps to reduce nuisance complaints by giving you time to resolve issues before they generate complaints. Electronic noses can be used to detect high levels of odour escaping out into the atmosphere.
Perhaps the biggest benefit to odour monitoring is it enables management to make good decisions for potential changes to operations and new site developments related to odour control. Solutions can be designed, rather than thrown in.
Find out more
Getting a correct picture of your odour levels is key to making sure that any odour removal solutions are appropriately specified. Email us at info@osiltd.com or call us on +44 (0) 1543 506855 to discuss your odour monitoring needs.
Organic waste facilities produce a variety of foul odours, with gaseous ammonia (NH3) and hydrogen sulphide (H2S) being the biggest culprits.
Potential sources of odour in organic waste facilities include:
Odour management for organic waste facilities involves reducing odorous gases that are produced from activities (e.g. with better aeration when composting), monitoring odours, and treating contaminated air so it can be vented safely.
At OSIL, we provide a range of odour management solutions that will help you reduce, control and manage odours in your organic waste facility. We will work closely with you to specify odour management solutions that are fit for purpose.
Odour monitoring involves detecting and measuring key odour-generating compounds and observing changes that may occur over time. It should form part of your odour management plan in order to assess the following areas:
The methods used to measure odours are determined by the odour source. This can be an area source (e.g. storage areas, composting zones) or a point source (e.g. a stack or a vent). It’s important to measure odours at all sources.
There are several techniques we can use to monitor odours:
You may also choose to perform your own activities in the following areas:
Using on site data loggers to detect and measure odorous compounds, Olfactometry, and data collected from samples processed using Gas Chromatography Mass Spectrometry (GC/MS), we can build a complete picture of your organic waste facility’s odours, so that we can specify the correct odour control solutions.
You can find out more about how odour monitoring, sampling and analysis works here.
Scrubbing will be necessary to reduce odorous compounds in air gas streams so that contaminated air can be safely released into the atmosphere. We offer a wide range of odour removal solutions to suit your needs.
In organic waste facilities, biological systems are extremely effective for odour removal because odours are forced through a packed media bed colonised by microorganisms. The microorganisms degrade organic odours with excellent efficiency.
Our LavaRok® systems use pumice stone as the support material on which the micro-organisms grow and establish a viable biomass. Pumice is a modern alternative to woodchip and shells with a lifespan of around 25 years.

Passive filters and tube vents can be used for vent gases. These use activated carbon or impregnated media to absorb H2S and NH3. The filters are disposable/refillable, and we offer a fast turnaround activated carbon resupply service.
In organic waste facilities, we typically specify passive filters for storage and waste holding tanks and pump sumps under positive pressure.
Another option is OdaCompact, a space-saving single tower that offers a two-stage treatment, combining LavaRok® biofiltration with CuCarb® Dry Media Systems. This solution is ideal for organic waste facilities that have limited space.
We also offer standardised capital equipment, including Containerised Hi-Flow CuCarb® Odour Control Units, which can be purchased on finance. These filter organic gases with a pre-configured design. Choose a lease or hire to suit your business’s needs.
To discuss odour management solutions for your organic waste facility, call us on (0) 1543 506855 to have a chat with our experts.
If your industrial operation generates noxious/toxic organic gases, passive filters are the simplest way to filter vent gases on storm, sludge, sewage and waste holding tanks, fume exhaust cupboards and pump sumps under positive pressure.
We typically specify passive filters when there is a need to vent otherwise noxious and unpleasant gases out into the atmosphere. We call these systems ‘passive odour control units’ because they are self-contained units.
OSIL is a leading provider of activated carbon-based, passive filters. We can specify the correct media for your use case. Our filters are disposable/removable and can be placed in the middle or at the top of the pipe stack.
Passive filters are made from activated carbon. The contaminant removal process is adsorption; when contaminated air passes through the filter, certain gases react chemically with the carbon and stick to the media.
Due to the cavernous surface area of the activated carbon, the removal rate of organic gases with passive filters is extremely high. The carbon is extremely porous, so there’s a lot of surface area for the organic gases to cling to.
Passive filters are commonly used to filter the following contaminants:
One of the big benefits of our passive filters is they can be disguised as inanimate objects, like bollards, lamp posts and trees. They can also be coated in any colour with textured and matte coatings, so they reflect no light and draw no attention.
The removal efficiency rate with passive filters can exceed 99%. This is dependent on the surface area of the filter, the specification of the carbon, and how contaminated the air is (the first two points are determined by the last point).
Here are a few examples of how passive filters are used:
Odours that cannot be controlled with broad spectrum media can be controlled with impregnated media, allowing passive filters to be used in many applications. The removal rate of passive filters is measured in ouE/m3.
We are a leading supplier of activated carbon-based passive filters and tube vents and we provide a low-cost, fast turnaround activated carbon resupply service. We can design your OCUs to treat a specified ouE/m3. Call us on +44 (0) 1543 506855 to find out more.

When you buy plant outright, you are tasked with looking after it. This puts a barrier between you and the manufacturer, limiting the value you could get from working more closely with them to make your plant work better.
A solution to this is servitisation, an asset procurement model where instead of buying assets outright, you purchase them with fully integrated services.
The simplest way to explain this concept is with an example. We design, manufacture and sell odour control systems. With servitisation, these products are available on contracts with monthly or quarterly payments and maintenance and servicing included.
This long-term relationship can benefit your business in several ways:
The servitisation aspect of this comes from the integrated services, such as maintenance, servicing, spare parts, call outs, and so on.
With servitisation, you get the products your business needs and the services you want in a single integrated solution that works for you.
Servitisation is ideal for businesses that require a fully integrated odour control system, including predictive maintenance and service packages, to keep equipment running to optimum levels throughout its lifecycle.
The key feature of servitisation is that rather than just buy equipment outright, you get it looked after by the very experts who designed it. This ensures maximum performance and uptime, not to mention efficiency and reliability.
Traditionally, manufacturers focused on products with little thought given towards the significant value services can bring to customers.
By adding services to products, you get to acquire a state-of-the-art odour control system and get it look after by our experts. Everything can be integrated into a single solution so all you need to do is make your monthly or quarterly payments.
We can build a servitisation package that suits your needs. Everything will be included in a single contract for your convenience.
Leasing and servitisation is a match made in heaven for pre-configured odour control systems. Our Containerised Hi-Flow CuCarb Odour Control Units can be purchased through a lease purchase and servitisation forms part of this.
Inclusive service and maintenance is a benefit of lease purchases, which provides a clear advantage over outright purchasing. Service and maintenance is offered to ensure these systems maintain an optimal flow and perform as intended.
For standardised odour control systems, a lease purchase works very well because you have a route to ownership at the end of your lease agreement.
Servitisation is important for odour control systems to ensure they function properly. These systems were designed by us, so we are the best people to look after them for you. A lease purchase will guarantee the quality of your odour control system.
Servitisation can also extend beyond your lease purchase agreement after you complete your purchase. This will allow you to maintain your odour control system for years to come, in line with the manufacturer standards that we set.
By its very nature, a lease hire agreement is a model of servitisation because you hire equipment on subscription. In other words, you pay to use equipment you need rather than buy it.
Additional servitisation features with a lease hire typically include repairs, parts, emergency call outs, servicing and predictive maintenance. Some or all of these can be included within a contract to ensure your particular service requirements are met.
A lease hire is available with our Containerised Hi-Flow CuCarb Odour Control Units, which are plug and play odour control units that use dry media filters. They are delivered ready to use and can be setup on the same day for immediate use.
Containerised Hi-Flow CuCarb Odour Control Units can be used as standalone odour control systems for polishing another primary technology (such as wet scrubbing and biofilters) or as a standalone treatment system for off-gases.
By hiring this equipment, you get to use it for a period that covers your operational needs, and because service and maintenance is included, you don’t have to do anything but use it and make sure it doesn’t sustain damage in your care.
At OSIL, we design and manufacture state-of-the-art odour control systems that are used across most sectors. We can sell these outright, but we are much happier working with our customers to make our solutions work even better.
The odour control systems we manufacture work like clockwork, but our customers get much more from them when we provide integrated services like servicing, maintenance, monitoring and consulting. We will not only sell you an odour control system but create the best package of solutions that benefit your business.
Servitisation can include:
You will only get this scope of servitisation with OSIL. We have designed our business model to move on from one-time investments to “lease of services”.
We can build a servitisation package that includes everything you need on a lease purchase or lease hire. Our design and build services give you a turn-key solution to your air pollution issues, or you can choose one of our containerised solutions.
We provide a complete product and service solution, allowing our customers to use one company for their odour control requirements.
We are focused on leading the market through innovation, collaboration, flexible finance plans and customer service. To find out more, we invite you to speak with one of our odour experts today about how we can help you.

Carbon neutrality, or net zero carbon, means finding a balance between emitting carbon and absorbing carbon from the atmosphere.
There are several ways businesses can reduce emissions without affecting operations, but getting to net zero is a significant challenge, especially for manufacturers like us who have a lot of direct and indirect emissions.
Despite the challenges we face, we recognise our environmental and social responsibilities to reduce harmful emissions from our operations.
That’s why we decided to take action this year to significantly reduce our emissions, following successful pilot initiatives and in-depth assessments of where our emissions come from. This led us to develop a new operational approach.
Our position as a manufacturer led us to the conclusion that the best way to reduce our emissions is to change our design and delivery approach to manufacturing and services, so that we and our clients benefit from our initiatives.
This is why we have adopted a new design and delivery approach which is designed to slash carbon emissions across our manufacturing operation and the lifecycle of our odour control systems. This will ensure maximum results are achieved.
Our initiatives include:
Some of our clients, including Suez Recycling & Recovery Ltd, Argent Energy Ltd., and the majority of the UK Water Companies, are already benefitting from this new approach which is helping them meet their own environmental goals.
Our standardisation initiative led to the development of our Containerised Hi-Flow CuCarb Odour Control Units. These units are pre-built and are ready to use on-site immediately with no downtime and small emissions from setup.
This initiative includes refurbishing and moving redundant plant from one facility to another where it can be re-used, recycling airflow to get a more thorough treatment with the same units, and recycling carbon media so no waste goes to landfill.
We are also developing smaller, more efficient odour control systems that use fewer materials by engaging with clients to provide systems designed for operating conditions rather than theoretical bench studies.
This initiative allows our clients to acquire new, state-of-the-art odour control systems that make use of the most efficient technologies through a lease/hire initiative. This ensures they can invest in the greenest systems without breaking the bank.
Our lease/hire agreements have several financial advantages, including predictable monthly / quarterly payments, low interest rates, and tax and funding initiatives to reduce asset capital values on business books with offsets for tax initiatives.
We have developed servitisation options for our clients so that our products and services can be provided as a single integrated solution.
Services like maintenance, servicing, spare parts, emergency call outs, troubleshooting and upgrades can be provided as a service within a single contract. This reduces emissions by streamlining product care, service requirements and more.
Together, these carbon neutrality innovations can help your organisation slash emissions while meeting your odour control requirements. Contact us to find out more.

OSIL offers a range of standardised / containerised odour control solutions that are ‘plug and play’ and ready to go. These solutions enable rapid deployment with significantly less engineering time while delivering incredible performance.
We offer you three ways to buy containerised plant: 1) Outright purchase, 2) Lease purchase, 3) Lease hire. Options 2 and 3 are the most popular because they offer flexibility with several tax and balance sheet advantages, including:
Here are the benefits to a lease hire and lease purchase:

With a lease hire, you hire brand new containerised odour control plant over a fixed-term lease period, usually two to four years.
You don’t own the plant or build up any equity in it, nor do you have the option to buy the plant. In return, you benefit from significantly lower monthly payments (you basically pay to use it) and have the ability to upgrade your plant regularly. We also service and maintain the plant for the duration of the lease hire.
A lease hire is particularly suited to our containerised solutions because of the ‘plug and play’ nature of them. You can hire the containers you need and add extra containers when you need them to take control of your industrial odours.
A lease hire is great for companies that require new odour control plant but want lower payments. Lease hires have lower payments because you do not pay the depreciation on the equipment. You pay to use it.
Because of the temporary nature of lease hires, companies that wish to regularly upgrade will find this finance facility most useful. It enables regular upgrades – an important benefit since odour control technologies advance rapidly.
With a lease hire you pay to use the plant over a period of time. You do not pay off anywhere near the total equipment value so equity in the plant stays with the lessor (us). You benefit from lower payments and shorter hire periods in return.

With a lease purchase, you rent to buy, spreading the cost of the plant with monthly payments and a final payment to suit your needs.
You will own the plant at the end of your lease purchase agreement once you have made the final payment. At this point, you will own the plant. During the leasing period, we will own the plant and you will rent it from us. We also service and maintain the plant for the duration of the lease purchase period.
A lease purchase is well-suited to our plug and play containerised solutions because it allows you to invest using your CAPEX or OPEX budget.
A lease purchase is great for companies that intend to own their odour control plant. This would be necessary with a custom or bespoke odour control solution. It allows you to build up equity and invest in an asset for your business.
Lease hire agreements are extremely flexible with regards to payments, with the ability to configure the initial payment, monthly payments, and final payment to suit your needs. This makes it an excellent alternative to traditional finance.
Since you will own the equipment at the end of your agreement, you also have access to a wider range of specification options. We can build custom solutions based on standardised plant for complex and large-scale odour control requirements.
To find out more about our finance facilities get in touch for a chat.

When odour management decisions are based on nothing but guesswork this often results in incorrectly specified odour control systems.
This shouldn’t come as a surprise. After all, how could anyone select and size the correct odour control system without knowing anything about the odours? That would be like trying to fix a car without understanding the problem!
The solution to collecting the necessary data is odour monitoring, sampling and analysis, which will provide a full picture of the scale of your odour problems.
Emission measurement is crucial to the control of odours. Before you can define the extent of an odour problem, you need first to identify the potential sources of any odour emissions and understand their magnitude and characteristics. By defining and characterising what odours are being produced by your business, we can also ensure you invest in the right odour control system.
Odour monitoring is a scientific process that aims to detect and collect data about odours such as concentration and type. The FIDOL method is a common monitoring technique. This collects the following types of data:
Odour emissions are typically measured in European odour units in accordance with the EN13725 European Standard for olfactometry, or as individual chemical components using compound specific detectors or molecular analysis. Olfactometry is the preferred approach for environmental odours which are generally mixtures of different odorous components.
It requires the collection of samples which are analysed at an accredited laboratory and the level of information it provides is unequalled. This technique can provide a complete picture of your odours.
Electronic noses (also known as instrumental odour monitoring systems) are another option. These devices are strategically deployed on-site. They collect real-time data and send it wirelessly to a control centre for analysis.
Data loggers are also widely used close to sources of Hydrogen Sulphide (H2S) emissions to collect data about frequency, intensity and duration. We use on site data loggers to detect and measure key odour-generating compounds.
Odour sampling involves collecting odour samples from multiple sources so they can be analysed. This data allows us to measure and evaluate odours.
Odour samples can be collected in several ways, including vacuum containers attached to a pump, sampling hoods and sampling bags.
The most accurate tool for analysing odour samples is Gas Chromatography Mass Spectrometry (GC/MS). This identifies the components of a gas at a molecular level, giving us a scientific picture of the odorous compounds.
Samples collected for Olfactometry need to be sent to an accredited lab for analysis. We can collect the necessary samples and arrange analysis which speeds up the time to get the results.
Sampling and analysis is necessary to classify odours and evaluate the odour control technologies that would be most effective. Combined with our odour expertise, we can develop a full picture of the scale of your odour problems.
Want to know more about odour monitoring, sampling and analysis? Speak to one of our odour experts today about how we can help you.

Odour monitoring in biogas projects is an essential stage of odour management. It is necessary to ensure that biogas production does not impact the local population. It can also help us locate and identify inefficiencies in equipment.
Because modern biogas production takes place in a hermetic environment, biogas plants shouldn’t produce unpleasant odours. However, as most plant operators would attest to, odours are a natural by-product of biogas production which can lead to disgruntled locals and regular complaints.
There are several reasons why biogas plants can smell:
For those in charge of odour management at biogas plants, there is a clear need to take an analytical approach to odour control. The correct procedure for enabling this in your biogas odour control strategy is odour monitoring.
Odour monitoring provides a reliable evaluation of the odours you produce so that the correct odour control solutions can be specified.
There are a variety of techniques we use for biogas odour monitoring:
With GC/MS monitoring, we can study odours from liquids, gases and solids. Odours are monitored continuously over time so that data is collected from all biogas production processes across different cycles. This ensures we can collect all available data, not just a snapshot of available data from a moment in time.
Based on the collected data, we can understand the elements that need to be managed, how prevalent they are, and identify options for effective solutions.
In biogas plants, olfactometry is used to measure odour levels and validate odour complaints. We offer industry-leading analysis where we work with accredited laboratories to identify odour thresholds. This allows us to provide an odour number that determines the strength of the odour in the collected sample.
Dispersion modelling helps us understand how odours produced by your biogas plant impact the wider environment. You can think of this process as a series of surveys and tests that determine how odours cause air pollution.
Dispersion modelling will be necessary to build a complete picture of the environmental impact of your biogas production. We will test a variety of factors, including exit velocity, thermal rises, airflow and external factors like meteorological patterns. This will give us a clear picture of how your odours impact the environment.
Odour monitoring eliminates guesswork by providing clear answers to questions regarding odour type, activity and dilution. This enables us to specify the right odour control solutions, so that nuisance odours become a thing of the past.
The standard odour control technology for biogas is biofiltration, which is extremely effective in applications where odours are mostly organic. Carbon filtration (dry media) can be added upstream for multi-stage odour control.
Want to find out more about odour monitoring in biogas projects? Contact us today and speak to one of our experts. Just call +44 (0) 1543 506855.

Wastewater treatment plants produce significant volumes of odour that must be treated before contaminated air can be exhausted outdoors.
Most odours produced during wastewater treatment result from anaerobic decomposition of organic matter. Sulphur, nitrogen and methane are released during this process, as are H2S and ammonia. The result is a potent mix of gaseous compounds that if released without treatment would cause significant local unrest.
As the attention paid to odour control has increased with environmental concerns, odour control technologies have become more efficient. There are now several solutions available that can treat wastewater odours efficiently.
Background
Wastewater treatment facilities are tasked with treating wastewater so that some parts can be reused in other processes and the final effluent is suitable for final discharge into the associated river or sea. This process produces several by-products, including noxious air and gases that need to be controlled.
Without adequate odour control processes in place, wastewater treatment plants will cause a nuisance and can generate odour complaints from locals. This can damage the reputation of the company and attract the attention of the local council.
There are several different technologies available to treat odour-causing compounds in gases produced from wastewater treatment and storage. These technologies tend to be used as part of a multi-stage treatment process consisting of a primary and final polishing stage. It is also not unheard of for gases to go through three or more treatments. It depends on the level of filtration required to achieve the desired discharge results.
In this article, we will evaluate the technologies available to wastewater treatment plants to control odours in an efficient and effective way.

Single-stage systems use only one odour treatment technology. Any single technology can be used. This is most often a wet scrubber, biological filter or passive filter. Single-stage treatment is suitable for basic applications and low levels of odour. For example, you could use a passive filter to reduce odours from a small pumping station.
Multi-stage systems use more than one odour treatment technology. The most common format is a two-stage treatment consisting of a wet scrubber and a carbon filter. However, biofiltration with a carbon filter is also common. Multi-stage systems are more complex but are capable of treating a wide range of odours.
Wet scrubbers treat contaminated air by bringing the gas into contact with a liquid absorbent. The gaseous compounds pass from the gas to the liquid. A 99% removal rate is possible if the compounds easily dissolve in liquid. A few system designs are available, such as packed tower and atomised mist configurations.
Wet scrubbers are an ideal solution for basic applications in wastewater odour control like inlet works and exhaust gases. Multi-stage scrubbers can remove higher concentrations of odours. A venturi scrubber can be added to remove dust and a dry media filter can be added for insoluble VOC removal and final polishing.
Acid gases, water soluble inorganic contaminants and volatile organic compounds can be removed with the right absorbent and system. Our ChemKlean® Scrubbing Systems boast outstanding efficiency, offering up to 99% removal rates.

Biofiltration systems treat large streams of contaminated air. They oxidise odorous compounds from air gas streams using a living biomass of microorganisms with an engineered microbiology. The microorganisms degrade odorous compounds into CO2, H2O, mineral salts and other organic compounds.
Biofiltration systems are most widely used to treat off-gas in wastewater treatment facilities. Providing that odorous compounds are biodegradable, biofiltration treats large volumes of air with outstanding efficiency. There is also no secondary waste because the degraded products feed and form additional biomass.
Our technology, LavaRok®, is a modern substitute for woodchip and shells in biofiltration. It uses pumice stone which has a 25-year lifespan.
OdaCompact® is a new, innovative, two-stage odour control system in a single tower. It combines LavaRokbiofiltration with CuCarb® Dry Media filters. The biofilter neutralises organic odours while the carbon filter neutralises VOCs and chlorinated compounds. This is a space-saving system that’s easy to run and use.
OdaCompact® is a popular choice in wastewater treatment facilities because it combines two technologies into a single tower. This not only saves space but also simplifies deployment and reduces design and build time. OdaCompact® requires minimal maintenance.
Passive Filters and Tube Vents absorb vent gases from sewerage processes. They use an activated carbon, oxidising alumina or hybrid filter to absorb hydrogen sulphide and other noxious odours produced in sewage treatment to reduce environmental pollution. The filters trap odours through adsorption, where odour molecules attach to the filter and bond with it.
Passive Filters and Tube Vents are most widely used for odour control on storm, sludge, sewage and waste holding tanks. Airborne gaseous chemicals (specifically volatile organic chemicals, or VOCs) can be filtered effectively. These systems can be disguised as bollards, lamp posts and trees for use in sensitive areas.

Carbon adsorption is the simplest of all odour control technologies. It captures odour-causing compounds in a filter. This is achieved with an activated carbon, impregnated carbon, or hybrid, multi-media filter. These filters are specified to target different types of odorous compound, but mostly H2S and sulphur-based compounds.
Carbon adsorption is most often used as a polishing stage in a multi-stage odour control system. However, carbon adsorption can also be used as a standalone treatment, so long as the correct type of filter is specified. Different filters treat different odours, including VOCs, H2S, mercaptans, organic sulphides, ammonia and amines.
Our CuCarb® Dry Media Systems are deployed in wastewater treatment facilities through-out the UK.
Want to find out more about wastewater odour control technologies? Contact us today and speak to one of our experts. Just call +44 (0) 1543 506855.

We might be pointing out the obvious, but the best odour control system is the one that works. Different odours call for different solutions and the type of work you do, including the equipment you use, will determine the design of your system.
We offer a complete design and build service to ensure your industrial odour control system is correctly sized and specified.
Our turnkey design service includes:
Why choose OSIL? Because we put quality first. This extends from the quality of our customer service to the expert design and build of your odour control system. We get things right and take care of our customers as a key partner.
We offer the most complete range of systems to treat every kind of odour, from single-stage wet scrubbers and single stage biofiltration systems to highly complex multi-stage systems.
Our industrial odour control systems include:

Biofiltration systems or biofilters oxidise odorous compounds from air gas streams using a living biomass of microorganisms.
The microbial action degrades contaminants into CO2, H2O, mineral salts or organic compounds. Biofilters are efficient at treating numerous gaseous compounds, including hydrogen sulphide (H2S) and ammonia (NH3).
Our LavaRok® systems use pumice stone as the support material on which the micro-organisms grow and establish a viable biomass. Pumice is a modern alternative to woodchip and shells with a lifespan of around 25 years.

Dry media systems use carbon filters that act as an adsorbent to trap odours and retain them. This process filters contaminants from the air.
We offer a range of carbon filters that can be used as a primary treatment or as a polishing stage in a multi-stage treatment system.
Filters include activated carbon, impregnated carbon, oxidising alumina media, and hybrid, multi-media filters. These are used to remove different types of pollutants from the air, such as Volatile Organic Compounds (VOCs) and odorous gases.

Wet scrubbers remove contaminants from air gas streams with a liquid absorbent. The contaminated air makes intimate contact with the liquid, and contaminants from the air pass to the liquid, producing non-contaminated air.
Our ChemKlean® Scrubbing System can be utilised as a single-stage odour control treatment for inlet works and exhaust gases.
For more intensive applications, ChemKlean® Scrubbers can circulate more than two liquid absorbents to remove a wider range of contaminants. They can also be paired with a venturi scrubber to remove dust and dry media filters.

Service and maintenance is necessary to keep your odour control system working as intended. A service will include a health check of the system including a mechanical test and the replacement of serviceable parts where necessary.
We offer Gold, Silver & Bronze S&M packages to suit your system’s requirements. Most large systems require monthly S&M visits while simpler or smaller systems can make do with quarterly visits or visits twice a year.
OSIL provides a seamless S&M experience with scheduled maintenance available as well as same day call outs for breakdowns and problems. You can trust us to look after your system because we’re the same fantastic team who built it.
Want to find out more about our industrial odour control solutions? Contact us today and speak to one of our experts. Just call +44 (0) 1543 506855.

Odour complaints come in two forms. The first is complaints directly from people in the community including neighbours / local residents and / or local businesses.
This is often the first stage of a complaint. It represents an opportunity to address the problem early so it does not escalate and cause further annoyance.
The second is when a company’s response to the odour problem isn’t sufficient, the local council can get involved and serve an abatement notice. This could require whoever’s responsible to take steps to resolve the problem, stop the activity, or limit the activity to certain times.
It’s important to have an effective and transparent procedure for handling complaints. This will ensure complaints are handled quickly and appropriately.
Responding to odour complaints is one of the trickiest aspects of complaint handling because people expect a reasonable response. They want a solution. Here are some tips on how to respond to complaints objectively:
Upon receiving a complaint, you should log and acknowledge the complaint. This is an opportunity to show the complainant you are doing something about it. It’s good practice to respond in writing but email or telephone is fine too.
Some companies only respond to complaints when two or more complaints are logged describing the same problem.
This helps validate if there is an issue, but it’s only satisfactory for minor complaints. You also run the risk of causing great annoyance if you take too long.
It can be prudent to investigate single odour complaints if they are serious enough. For example, sewage odour complaints could be a sign of a serious problem like a broken sewer or vent stack. In these situations, investigations should be hurried.
Investigations sometimes need to be immediate. A good example is complaints involving the smell of gas.
Use your expertise to determine when an odour complaint should trigger an immediate investigation or when a volume approach is best.
Odour complaints demand action if you intend to resolve the problem. This can only be achieved by investigating the complaint. The complaint should be assigned to designated personnel for investigation and resolution.
Odour complaints can be investigated in several ways:

Once you have a clear picture of the cause of the odour nuisances you can come up with solutions. These could include:
Some complaints will have simple fixes while others will require investment.
What’s most important is you take accountability for complaints and try to resolve them. Communicating with complainants throughout this process is also key. The last thing you want is your local council to serve you an abatement notice.
If you are on the receiving end of odour complaints and you are struggling to resolve the problem, we can help. Speak to one of our odour control experts today about how we can help you by calling (0) 1543 506855.

Food factories generate significant volumes of odour the most offensive of which is hydrogen sulphide gasses (H2S). This smells like rotting eggs and is intolerable.
Food processing also generate VOCs, aldehydes, ketones, alcohols, acids, ammonia, amines and mercaptans which can be equally offensive. Add fats, greases, sludges, slurries and high temperatures to the mix, and you have a breeding ground for unpleasant odours.
To create a tolerable work environment, food processing odours like garlic, onion, marinated sauces and spices need to be vented efficiently. This makes extraction and the design and quality of ductwork important.
For odour control, traditional systems in food processing utilise a biological or chemical process that breaks down odours through oxidation. Examples of such technologies include LavaRok® biological filters and ChemKlean® scrubbing systems.
Controlling odours in a food factory requires a correctly sized odour control system. These can only be designed with an understanding of the type and size of odour problems you’re experiencing. This starts with odour monitoring.
Odour monitoring is the process of collecting data about the types of odour produced and the characteristics and volumes of those odours.
The techniques we use include data logging, Olfactometry, and Gas Chromatography Mass Spectrometry (GC/MS), which combines gas-chromatography and mass spectrometry to identify odours. GC/MS builds a complete picture of odorous compounds so we can select and size the correct odour control solution.
Once we understand the type and size of the odour problem you’re experiencing we can design a solution to manage your odours.
There are several technologies available for odour control. These include:
Biofilters have a living biofilm of microorganisms (bacteria) that consume odorous compounds for energy. The microbiology of the biomass is carefully designed to capture specific odorous compounds.
Our technology, LavaRok®, is a modern substitute for woodchip and shells in biofiltration. It uses pumice stone which has a 25-year lifespan.
There are two main types of technology: bioscrubbers, where odours are forced through a media bed colonised by microorganisms in a liquid; and biofilters, where air flows upwards through living biomass where microorganisms absorb pollutants.
Chemical or wet scrubbers use a liquid absorbent to remove odorous compounds from air gas streams. These systems can be simple for inlet works or form part of a multi-stage filter process that removes higher concentrations of odours.
Wet scrubbers are useful in food factories because extracted substances are often hygroscopic. Wet scrubbers use no pump and can have an integrated water supply. This reduces maintenance and makes cleaning easy.
Multi-stage wet scrubbers often use two or more liquid absorbents, the benefit being that we can target a wider range of compounds. Little to no operator intervention is needed and removal efficiencies can be as high as 99%.

Dry media filters include activated carbon, impregnated carbon, oxidising alumina media, and hybrid, multi-media filters. These are used as a standalone filter for polishing another primary technology such as wet scrubbing.
OdaCompact is a good example of such a system. This space-saving single tower offers a two-stage treatment, combining LavaRokbiofiltration with CuCarb® Dry Media Systems. It’s a top choice for food factories with limited space.
Dry media filters can control H2S, organic sulphides, mercaptans, ammonia and VOCs to a specified ouE/m3. This makes them a good choice in food processing, although they sometimes need to be paired with another process like biofiltration or wet scrubbing.
Want to know more about odour control in food processing? Feel free to call us on (0) 1543 506855 for a chat about how we can help you.

Odours are a by-product of many industrial processes, including wastewater treatment, incineration, crude oil refinement, chemical processing and food production.
These odours become a problem when they cause a nuisance. This can lead to complaints and attract attention from councils who can serve an abatement notice.
There are several technologies we can use to control odours. Air scrubbing systems, wet scrubbing systems, biological systems and dry media systems are examples of solutions that can remove, reduce and neutralise odours with great efficiency.
Odour control can be used in most applications to mitigate odours. Here are some of the common applications where odour control is used:
Foul odours in wastewater treatment plants are most often the result of anaerobic decomposition of organic compounds. This decomposition produces hydrogen sulphide, mercaptans, amines, and volatile organics. Wet scrubbing is the most flexible technology for this problem. Our solution is called ChemKlean®. Another solution is LavaRok® biofiltration.
Incineration plants produce flue gas that is vented into the atmosphere. The gas (smoke) must not be dense or noxious. Unpleasant odours are often the result of old-style incinerators. Activated carbon (adsorption) can be used to treat flue gas before atmospheric release, to effectively remove mercury, furans and dioxins.

The odours produced by food processing plants are among the most potent which is why some have a dedicated odour treatment plant to treat their odours. We can remove or reduce odours at the generation sources or from collected emissions, using a multi-stage scrubber consisting of a wet and dry media filter.
The manufacturing and processing of chemicals produces odours and fumes that must be controlled for safety. Chemical plants can control odours with chemical scrubbers where the odorous vapours are soluble in a liquid. Activated carbon can be used where the odours are not soluble in a liquid, or these systems can be used together.

Oil refineries and petrochemical plants produce odours from refining crude oil and manufacturing fuels. This process releases sulphides and hydrocarbons. Adsorption with activated carbon is the best filtration solution for removing hydrogen sulphide (H2S) during refinement.
Proven methods for odour control include masking, absorption, and combustion, which work with varying degrees of success depending on the sizing and specification of the odour control system.
The correct odour control system for any application depends on the types of odorous compounds produced. This is normally determined by the industry sector. For instance, wastewater treatment produces a different range of odours to incineration, so requires a different air pollution and odour control solution.
Want to find out more about our odour control solutions? Contact us today to speak with one of our experts. Just call +44 (0) 1543 506855.

To achieve a desired level of odour control it is necessary to select and size the correct odour control system, and the filtration technologies specified will determine what odours are removed and the removal efficiency.
Some of the best odour control solutions we offer include chemical scrubbers (ChemKlean®), biological (LavaRok®) filters, OdaCompact® systems, Hi-Flow CuCarb Units and Passive Filters.
When the correct filtration solution is specified, up to 99% removal efficiencies can be achieved in many applications. The best odour control solution to meet your requirements depends on the type and character of the odours you produce.
ChemKlean® is the technology of choice for basic odour control applications because it’s simple but effective. Wet scrubbers remove odours from air gas streams using a chemical liquid absorbent.
We can also specify multi-stage scrubbers. These can remove higher concentrations of odours as well as diverse odours like amines and mercaptans. Some multi-stage wet scrubbers use two or more liquid absorbents with different properties while others use a dry media filter for insoluble VOC removal and final polishing.
LavaRok® is a biological filter made from pumice stone. Microorganisms (bacteria) grow on the pumice stone to form a bio-film. The biology and ecosystem of the microorganisms can be designed to treat a wide range of odours.
LavaRok® is a modern substitute for woodchip and shells in biofiltration, it promotes a diverse bio-film where good bacteria can flourish. LavaRok® also boasts a 25-year lifespan with low running costs and low maintenance.
Passive filters are activated carbon-based odour control filters most commonly used to absorb vent gases from sewerage processes. They can absorb hydrogen sulphide and other noxious odours produced in sewage treatment.
We typically specify passive filters for storm, sludge, sewage and waste holding tanks, fume exhaust cupboards and pump sumps under positive pressure. We can also specify them for VOC removal in oil storage tanks.
These can be delivered in a range of construction materials and we offer a bespoke design service to suit your environment. Disposable or re-fillable filters are available – as well as a powered vent option.
Our Passive Filter Systems can even be disguised as trees, bollards and lamp posts where odour control is required in sensitive areas.
OdaCompact® is an innovative odour treatment unit that performs two stages of odour treatment in a single tower. It combines LavaRok® biofiltration with CuCarb® dry media filters in a space-saving design. It’s chemical-free and low-maintenance.
In this system, the first stage is LavaRok® biofiltration where the microorganisms metabolise / neutralise odour compounds. The second stage is carbon filtration where the odour compounds are converted into non-odorous metallic compounds.

The OSIL Hi-Flow CuCarb Unit is a modular odour control solution capable of treating airflows from 6,000 to 45,000m3 /hr. It uses activated carbon adsorption with CuCarb® filters and it’s easy to service with straightforward media replacement.
This odour control solution is available to buy or rent from us and can be configured with a wide choice of ductwork as well as insulation. The units can also be stacked to treat more airflow. The biggest benefit to this technology is it treats large airflows with a proven media technology in a standard footprint. It’s a ‘ready-made’ solution.
Want to find out more about these odour control solutions? Contact us today and speak with one of our experts. Just call +44 (0) 1543 506855.

Industrial premises and wastewater treatment plants create odours as a by-product of operating. This can’t be helped. However, these unpleasant odours can be removed or controlled to reduce their presence in the environment.
Why would you want to do this? There are several reasons why it’s a good idea. Here are the benefits of implementing odour control:
Wastewater treatment, chemical processing, waste incineration and food production are leading causes of industrial odours. If your business produces odours, quality control over your process dictates that odour control is necessary.
It probably won’t surprise you to know that there are reputable companies out there who do not have adequate odour control. These companies will have to get their houses in order eventually with a fit-for-purpose odour control system.
Unpleasant odours generate complaints. This is bad for your reputation and it could be bad for business. If odours are not controlled, you will eventually attract attention from the local council who could serve an abatement notice.
An abatement notice requires whoever’s responsible for the odour to either eliminate it or restrict it. The only way to achieve this is with an odour control system. If complaints are not addressed then you could land yourself in legal trouble.
No one wants to live with unpleasant odours and being subjected to them can cause resentment. Whether your neighbours are homeowners or businesses, you have a duty to minimise the impact of your operations on them.
Implementing odour control will keep your neighbours happy by allowing them to enjoy their homes and run their businesses. Ask yourself this: would you want to live or work near a place that produces noxious odours? Probably not.
Your employees keep your operation moving. Providing a good working environment for them is essential for their health and wellbeing. Odour control will be necessary if employees work in places that are susceptible to odours.
It’s also important to point out that employers have a legal duty of care for their employees. Odours may appear to be nothing more than annoyances, however for people with asthma and underlying health problems, they could be hazardous.
Following on from our previous point (that employers have a duty of care for employees), the Control of Substances Hazardous to Health (COSHH) Regulations are designed to ensure that damage to health from hazardous substances is controlled.
VOCs and vapours are prime examples of hazardous compounds that have to be controlled under health and safety legislation. If you produce odours and compounds that are harmful to health, you have a legal responsibility to control them.
If you need to implement odour control in your business, OSIL can help with our industry-leading range of odour control systems and finance solutions. To find out more, call us today on (0) 1543 506 855 or email us at info@osiltd.com.

When industrial odours aren’t controlled they pollute the local environment. This is unpleasant for members of the public and other local businesses. It can also create poor working conditions that affect employee health and morale.
From an environmental perspective, air pollution is bad news because it affects the quality of the air we breathe. While certain odours are nothing more than a nuisance, hazardous air pollutants have the potential to cause health problems.
So, what can we do? We can implement odour control measures to prevent odour pollution or minimise it when prevention is not possible.
Here’s how you can determine if odour control is required for your operation:
Odour monitoring builds a complete picture of the scale of your odour problems and the root causes. The types of odour your operation produces, and the extent of the pollution, will be determined so we can design a solution.
At OSIL, we use on-site data loggers and olfactometry to detect and measure odours. The data collected allows us to build a complete picture of your odours. This in turn allows us to appropriately specify the correct odour control system.
Dispersion modelling helps us understand how your emissions impact the wider environment. These surveys are used to estimate whether your emissions could harm the environment and cause a nuisance for members of the public.
Our dispersion models take into account a range of factors like exit velocity, thermal rises, airflow and external factors like meteorological patterns to build a complete picture of the environmental impact of your industrial odours.
Olfactometry is a useful tool for evaluating and validating odour complaints. It involves collecting air samples and testing them in an accredited laboratory.
The difference between olfactometry and odour monitoring is that olfactometry is a single process in the wider odour monitoring process. It is a test and result service, used to identify the type of odours you produce so we can recommend the right solutions.
LEV and GEV Surveys are necessary to visually inspect and test extraction systems to determine if they are fit for purpose and functioning as intended. These surveys are a legal requirement to ensure fit-for-purpose extraction.
During an LEV / GEV survey, each piece of ventilation equipment in a system is inspected to ensure it is functioning within its design specifications. The system is then tested to make sure it is providing the specified level of exposure control.
Adequate odour control depends on purpose-designed odour control plant. These are processes that prevent or abate pollution. They include:
Odour control systems can be simple (e.g. single-stage system.) or complex (e.g. a multi-stage systems) to meet the specified level of odour control performance. In some situations, it’s possible to design systems that vent nothing but clean air, while other times odour minimisation is the best outcome.
Want to know more about industrial odour control? Feel free to call us on (0) 1543 506855 for a chat about how we can help you.
Service and maintenance is key to ensuring that your odour control system continues to work as intended and is safe to use.
Without service and maintenance, your odour control system will be susceptible to problems like failing components, a build-up of residue (limescale, sludge, etc.) in scrubbers and vessels and electrical and mechanical bugs.
These problems could be disruptive to your operation by causing unscheduled downtime and they could even cause a breakdown.
It’s also important to note that some odour control systems have serviceable parts. For example, the filters in some odour control systems need cleaning or replacing during routine servicing to maintain optimal system performance.
Service and maintenance is essential to catch disruptive problems early and ensure your odour control systems continue to operate optimally.

The best way to maintain an odour control system is to have routine service and maintenance health checks. These checks should form part of a planned maintenance schedule that’s designed for your system.
Health checks involve visual and physical checks of the odour control system extending beyond process plant to all associated equipment. These checks can vary from one system to another depending on the size and complexity of the system.
A monthly health check will generally include:

Multi-stage odour control systems should be inspected once per month and smaller or more basic systems may be inspected quarterly or every six months depending on your needs.
Mechanical components like fan drive belts are serviceable parts that should be replaced periodically when worn. Filters should also be cleaned and replaced when spent, spray nozzles should be checked and cleaned regularly, and scrubbers and other vessels should be cleaned when required.
Pipework and ductwork may need replacing or resealing over time. Vessels may corrode or become contaminated and need replacing or deep cleaning. Scrubbers may have a build-up of sludge that needs removing.
You may need to replace or optimise your bio-media. Biological systems may need biologically rebalancing to promote a healthy biomass. You may experience pressure drops in the system or abnormalities if the system is not maintained correctly.
You may detect odour coming from the system. This is often the first sign that there’s something wrong. This could be caused by a blockage, media deterioration, a leak, chemical dosing malfunction or a problem with the ductwork.
At OSIL, we believe that service and maintenance is essential for every odour control system, so we make maintaining your odour control system easy with Gold, Silver & Bronze packages. These packages can cover everything from scheduled maintenance to call outs, so that your odour control system always runs at its best.
Want to know more about odour control system maintenance? Feel free to call us on (0) 1543 506855 for a chat about how we can help you.
Problem odours are a by-product of many industrial processes such as wastewater treatment, incineration and chemical processing.
These odours must be controlled to minimise their impact on the environment. The common problems in odour control include:
When problem odours are a nuisance they are considered pollution. Odour control is all about reducing the amount of odour that is released into the environment. We can do this with chemicals treatment, dry media filters or biological treatment.
However, before an odour control system is specified, it is first necessary to define and characterise what odours are being produced.
Odour surveys are used to determine the character and concentration of odours so that the correct odour control solution can be designed.
There are two main types of odour control survey: olfactometry surveys and dispersion modelling surveys, which are utilised for different tasks.
Olfactometry surveys answer the question of what odours are produced; dispersion modelling surveys answer the question of how odours from your operation are likely to travel when released into the environment. Good odour control relies on both surveys so that we can design systems that work and don’t cause a nuisance.
When evaluating and validating odour complaints the correct survey is an olfactometry survey. Olfactometry involves collecting air samples and sending them to accredited laboratories where the odours can be analysed and identified. This process defines and characterises what odours are being produced.
At OSIL, we also have the expertise to evaluate olfactometry results for you. This reduces the time to finalise results and makes the process more efficient.
When we need to understand the effects odours have on the environment the correct survey is a dispersion modelling survey. Dispersion modelling simulates odour dispersion so that environmental risks can be categorised.
This is useful when upgrading odour control systems and determining the root cause of odour pollution complaints. It may be the case that your existing odour control system is not up to the job or has improper ventilation.
The most relevant survey when designing odour control systems is olfactometry because for an odour control system to be effective it has to be designed for the identified odours. No two systems offer the same performance.
An incorrectly specified odour control system will not perform as intended and it could be extremely costly to your business by forcing further investment.
Odour control is all about reducing the amount of odour that is released into the environment and there are several systems we can use to achieve this.
Odour control systems include chemical scrubbing, biological treatment and dry media filters. These systems are intended for different applications.

These systems make contact between a liquid absorbent and a contaminated air gas stream for simple applications. Single-stage chemical scrubbing systems are used where only a basic scrubber is all that’s needed – but you can also specify multi-stage chemical scrubbers that target a more diverse range of odours and pollutants for bigger tasks.
Biological (biofiltration) systems
These systems can treat a higher volume of odours without the addition of chemicals using a media bed colonised by microorganisms.
Biological systems can remove a wide range of contaminants without the need for chemicals, and unlike chemical scrubbers, they produce no contaminated water as a by-product. This may suit your operation better.
These systems can be designed to treat a wide range of odours, including H2S, organic sulphides, mercaptans, ammonia and VOCs.
Dry media systems are inherently simple in operation and their performance is determined by the specification of filters. These include activated carbon, impregnated carbon, oxidising alumina media, and hybrid, multi-media filters.
It’s important to recognise the individual limitations of these systems, with the primary limitation being that some are better than others at removing certain contaminants. You also have to consider the space available to you on-site.
Sometimes, more than one process is needed. Biological and dry media solutions can be used as complementary technologies for polishing another primary technology (such as chemical scrubbing) or as standalone treatment systems.
The most common problem when designing biological odour control systems is getting the microbiology right. We need to create an environment where microorganisms can not only thrive but also degrade the odours as efficiently as possible.
The variety of microorganisms depends on the nature of the odours. Biological systems often contain the following types of bacteria:
Biological diversity is essential to capture the maximum number of pollutants. The spatial distribution is also important for consistency.
When designing microbiology for biofiltration systems, we have to consider the odours and the microorganisms in terms of capture and emission.
The biology of the biofiltration system also depends on the type of bio filtering used. There are two main types of technology in question:
With biotrickling filters / bioscrubbers, odours are forced through a media bed colonised by microorganisms in a liquid medium. As contact is made between the odours and microorganisms, the microorganisms capture the odours and degrade them. The contaminated water is recirculated to achieve excellent results. When the microbiology is correct, bioscrubbers can be 100% effective at removing odours.
Biofilters are extremely effective in applications where the odours are mostly organic. The air flows through the living biomass where microorganisms absorb pollutants. This technology requires a sufficient surface area for biomass growth. When the correct microbiology is specified, biofilters are extremely effective at filtering VOCs.
The difference between biotrickling and biofilters is that biofilters do not recirculate the water as biotrickling filters do. Bioscrubbers are best for highly water-soluble compounds, while biofilters are best for volatile organic and inorganic compounds.
When specifying a system, the space available to you on-site will also need to be considered. Fixed bed biofilters have the greatest physical footprint while drained bed biofilters have the smallest footprint. Bioscrubbers sit in the middle.

The build-up of limescale (calcium carbonate) in chemical scrubbing systems is a common problem. A simple solution is to use water softeners to stop the build-up of limescale. This is a cost-effective solution that prevents further build-up.
Limescale can become a serious problem if it is allowed to consolidate. This is why it’s important to clean the system with descaling agents periodically.
Biodegradable cleaning agents are available for this task. These should be run through the system during maintenance. Pipes, components and tanks should all be cleaned, and it may be necessary to do this every few months.
The risk of limescale build-up is blockages in the system and damage to components. This will increase maintenance costs. We recommend descaling your chemical scrubbing system at least once a quarter and using water softeners during cycles.

OSIL will be closed for Christmas from 24th December and reopening on 4th January 2021.Wishing you all a Happy & Safe Christmas.

Sewage treatment plants must route odours through odour control systems to control air pollution. Ventilation systems are useless on their own for odour control if all they do is vent odours out into the atmosphere.
This setup would only pollute the atmosphere and cause a nuisance with the local population. It may even get you in trouble with the local council. For these reasons, odour control should be a top priority for all treatment works.
The most common cause of a foul odour in sewage treatment plants is the release of hydrogen sulphide (H2S). This offensive odour is also known as “sewer gas” and it can cause health problems.
Other types of odours include amines which possess an ammonia smell and mercaptans which give off the stench of rotting food.
Sewage moves through pipes and is treated by a number of processes contained in large tanks. This environment is contained. The screenings and sludges are separated and pumped away into containers. Again, the environment is contained. So, you might be wondering how odours escape and make a plant smell?
The main cause is biological overload and odour overload. Quite simply, tanks and process rooms have to be ventilated and sludge has to be removed at least once a year and tanks have to be cleaned. This can allows odours to escape. Plants can also have spills and accidents that can also cause significant odour problems.
Controlling odours so that they are not a problem for the local population is important for several reasons, chief of which is a social responsibility to ensure that your operation does not impact on the lives of local residents.
Thankfully, there are a number of odour control systems we can use in sewage treatment plants so that the air vented is clean and odourless.
Some of these systems include:
These are an activated carbon-based, passive odour control unit. They are commonly utilised to absorb vent gases from sewerage processes.
Our CuCarb® activated carbon dry scrubbers can operate as a single standalone unit or as a polishing unit downstream of biological or chemical treatment systems. OSIL’s selected activated carbons serve as media to purify air streams by concentrating and retaining odorous gases and vapours.
Our ChemKlean® Scrubbing System has no moving parts to reduce maintenance. This system works by using a liquid to absorb odour-causing components in gasses. The gas is then released into the atmosphere.
Dual systems combine two systems for odour control, such as biofiltration + carbon filtration or chemical scrubbing + carbon filtration. We call this process multi-stage filtration, and it is used to control powerful odours.
The scale of your operation, the types of equipment you use, and the design of your building and ventilation system will determine the right solution. There is no one-size-fits-all approach. It’s important to note that the size of the systems used in odour control vary. You need bigger systems for higher air volumes. We can recommend a few options if you’d like. Feel free to call us on (0) 1543 506855 for a chat.

Where a business produces airborne contaminants in the workplace, there is a legal and insurance-based requirement to protect workers’ health by controlling exposure to contaminants. Control is achieved with an LEV or GEV system.
The question of whether LEV and GEV surveys are necessary is a plain matter of requirement. HSE’s Control of Substances Hazardous to Health Regulations state businesses have a legal obligation to control dust and fumes.
LEV and GEV systems are used to extract and ventilate airborne contaminants and pollutants (e.g. dust, fumes and gas). These systems require regular checks to ensure they are fit for purpose, and surveys enable compliancy to be checked.
Health and safety law, says you must assess the risks to your workers from hazardous substances – dusts, fumes, vapours, etc. – and decide what measures to use to protect their health.
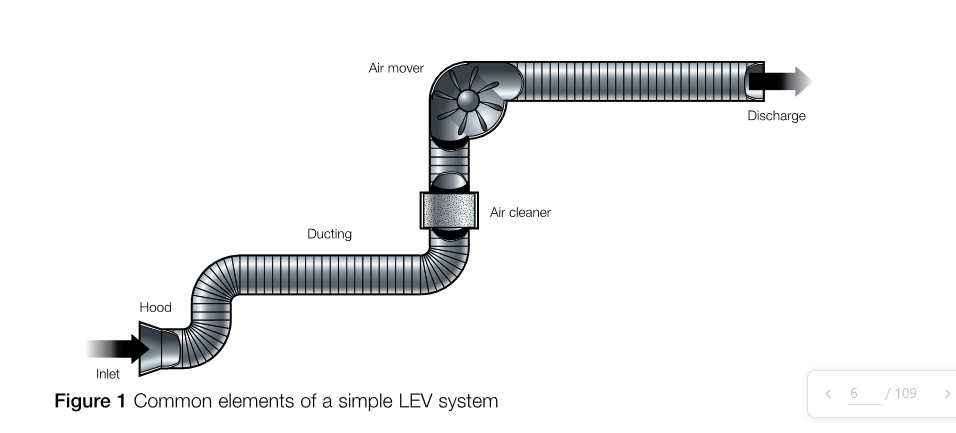
If the measures you adopt include extraction systems (LEV) to remove the dusts, fumes, vapours etc. produced by your work processes or activities, then you must maintain the LEV in efficient working order, so it continues to provide the necessary protection. You should also have a periodic thorough examination and test (at least every 14 months) and must keep this record for at least 5 years. In addition, you should have information on the installed LEV system to confirm it provides adequate protection, which should be kept for the life of the equipment.
You must ensure that your LEV is still working as effectively as originally intended and is helping to protect your employees’ health. To be able to tell if it is still working as it should, you should be able to provide the examiner with information about the intended or designed performance of your system.
An examination will test:
Each piece of LEV / GEV equipment in a system is inspected to ensure system conformity with design specifications. The system is then tested to establish if it provides an adequate level of exposure control.
This information might be in the form of an initial appraisal or commissioning report, if one was carried out, or for simple ‘standalone’ systems it could have been provided as standard operating data by the suppliers of the extraction equipment. Alternatively, it might be found in recognised guidance (including that from HSE) on simple processes/systems (For example LEV Guidance hsg258 ). If none of this is available, you could consider getting someone competent to advise you.
During a survey, extraction systems are visually inspected and tested to determine if they are fit for purpose and functioning as intended.
LEV and GEV surveys produce a report that highlights defects, problems and advises where maintenance is recommended. Businesses must implement critical recommendations to comply with health and safety standards.

For example, the survey may find an issue with ducting that leaks. The ducting would need to be repaired or replaced for the system to pass the test.
Businesses must also keep records of all examinations and tests for at least five years. A logbook or dedicated LEV/GEV file is the standard way of doing this. Following a survey, the survey report should be read, and any queries/actions addressed. A presentation of the survey should be carried out to the client from the examiner, if possible. If a logbook is used, then this should be stamped so the business has a record of compliance.
Another important aspect of surveys is ensuring the people who use the extraction system know how it functions and what settings have been established during the commissioning process. Training should be provided by the installer in this respect. Adjustments to any settings should not be made by anyone except the company’s maintenance engineer, the commissioning engineer or the LEV system examiner.
Routine checks (maintenance)
Regular LEV and GEV surveys are a legal requirement, so you are breaking the law if you have a ventilation system that isn’t regularly tested.
To put it another way, surveys are necessary to determine the ventilation system is functioning as intended and providing the necessary protection against airborne contamination. They will also detail the requirements to prove compliance with health and safety legislation.
If you require assistance with your LEV or GEV surveys OSIL would be pleased to discuss your requirements.

Wastewater treatment, chemical processing, waste incineration and food production can all contribute to industrial odours.
Many industrial sectors and municipal wastewater treatment works can release unpleasant odours into the air which can travel for miles before becoming a nuisance. Different environmental factors can also play a key role in increasing the effect of offensive odours. One of the common examples that intensifies odour at the source is an increase in the air temperature and air distribution can also transfer odours from one place to another.
Continuous odour emissions of a pungent type can be categorised as a part of air pollution and such odours can have a detrimental effect on local neighbourhoods. Constant exposure to offensive and aggressive odours inside a factory, food manufacturing facility or waste treatment plant can cause severe mental and physical health problems to the employees as well as causing detrimental corrosion to plant and machinery.
A large number of research studies have suggested that odour emissions could be more dangerous to the most susceptible sections of the population. It can particularly affect; children, the elderly and asthmatic sufferers. The correct type of odour control can lead to a better and a healthier environment for people living in the neighbourhood of a plant that is producing foul odour.
The offensive release of harmful gases like hydrogen sulphide, ethyl methyl sulphide and trimethylamine can result in serious health issue. These health issues can produce symptoms that range from mild discomfort, to being extremely serious. Chemicals with strong odour have the capacity of causing lung, eyes, nose and throat irritation. Employees working inside factories can experience a mild burning sensation in their throat that eventually leads to coughing, wheezing and other breathing problems.
There are a comprehensive range of odour abatement processes that can be used to maintain an odour free environment both internally or externally.
Here is a list of multiple processes that can be used for eliminating odour problems:
With the continual development of towns and cities, foul odour emissions are becoming more and more problematic for all types of manufacturing, production and treatment processes as well as for the conurbations surrounding these facilities.
Odour elimination has gradually become one of the primary concerns that need to be resolved. It is imperative that odour is controlled so as not to materially affect people’s enjoyment of their property or outdoor space and decrease their legitimate use of the environment.
If problems do occur, or are likely to occur in the near future, it is important that the appropriate actions to prevent or minimise the risk are taken. While for some activities it may not be practicable to avoid all odours, any neighbourhood has the right to expect that there must not be any odour produced that will detract from their quality of life. It is unlikely; however, that action will be taken over occasional or slight odours.
By “neighbourhood” we mean anyone living, working, visiting or making use of public space outside a site that is producing odour. It means any sensitive receptor.
Rather than simply installing turnkey equipment, OSIL is one such odour controlling partner that focuses on finding the right solution to resolve odour problems.
Contact us today to find out more about our cost-effective odour control solutions.
It is a common misconception that these two terminologies are identical to each other but in reality, they are poles apart. We at OSIL are here to guide you through the differences.

The simplest comparison of industrial Odour Masking is the domestic air-fresheners when introduced into a room at a high concentration they mask the unpleasant pungent odour present in the room or particular area. As a result, the human nose detects the highly concentrated fragrance and not the bad odour. The drawback to this technique is that the odour still exists in the background and when the masking fragrance fades away, the bad odour resumes its presence, thus demonstrating that it is a short-term solution.
Industrial Odour Masking differs only slightly from the above but is not an entirely unique concept. In the industrial sector, odour masking is achieved by releasing a highly concentrated masking agent in numerous kinds of fragrant odours. The process is used on Industrial Waste, Sewage, Farming, and similar industries to mask the odours being generated. Large areas like septic tanks, sewage ponds, refuse tips, offal processing plants, often use masking agents to deodorise the noxious odour, being produced which would otherwise make the surrounding local area very unpleasant.
There are special odour masking products for the industrial sector that are easy-to-use and can be mixed with water in a range of varying dilutions. As a result, these can be applied by mist machines, sprayers or direct drip-feed into the water source.
Numerous facilities such as sewage treatment plants are prone to odour issues due to the residual components from the treated wastewater. These screenings and sludges can produce an excessive amount of hydrogen sulfide gas which smells like rotten eggs. To control this type of odour, various odour control technologies are used:
The above details the differences between these two odour treatment solutions. We at OSIL can ensure that your employees work in an environment with the best possible atmosphere, one that is odourless and safe from noxious gases. We can help create a workplace environment that employees deserve, reach out to our engineering staff for assistance in removing your odour problems.
Tube Vent Units
New storm tanks have been installed in and around Oldham. Vents were needed to allow air to be drawn in when the storm tanks were been emptied and air to be pushed out when they fill up. When this air leaves the storm tank it could be odorous and this needed to be prevented from being released into the air where people are as this would be very unpleasant.
The challenges were:
Based on the volume of air that would be displaced, the diameter and the height of each tube vent was decided on after a dispersion model had been created. The construction material that was decided upon was uPVC/GRP. Each tube vent stack was designed with manual handling in mind with the height from the ground level to center of the carbon media pod/shuttle being 1305mm from ground level. In addition, the position on the media pod/ shuttle was sized to be no more 20kg. The weight along with the position allows the carbon media to be manual handled safely when doing a media change but equally still effective at removing the odour from the odorous air.
Following design approval, the tube vents were manufactured to a very tight timeline. We kept the client informed throughout regarding the progress being made which enabled them to plan their own works in a timely manner
This design ensures that the tube vent effectively allow fresh air to be drawn in and odourless air to be expelled into the surrounding area while also ensuring that the future maintenance can be undertaken on each unit with as little risk to the operatives as practicable.
An Operations & Maintenance manual was produced for the Tube Vent Units to help the Clients Engineers understand the system and perform regular maintenance themselves.
“We would be pleased to have the opportunity of working with Lima employees again as it was a pleasure on this project with the communication between both parties being regular which enabled us to work effectively together. We would welcome other opportunities for OSIL to do future work for Lima.”
Matt Wilkes